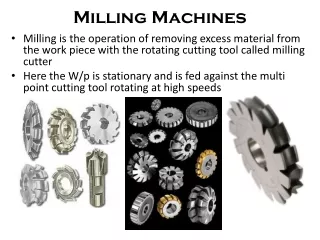
Milling Machines
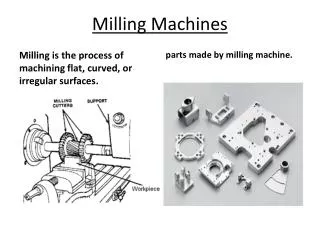
Milling Machines. Milling is the process of machining flat, curved, or irregular surfaces. parts made by milling machine. Types of milling machines. 1. Horizontal milling machine. 2. Vertical milling machine. 3. Universal milling machine. 1. Horizontal Milling Machine.

Milling Machines
E N D
Presentation Transcript
Milling Machines Milling is the process of machining flat, curved, or irregular surfaces. parts made by milling machine.
Types of milling machines 1. Horizontal milling machine.2. Vertical milling machine.3. Universal milling machine.
1. Horizontal Milling Machine Cutting tool is positioned horizontally and parallel to the worktable. The main spindle axis of any machine is always called the Z axis. The movement of the table left and right is the X axis, up and down is the Y axis.
2. Vertical Milling Machine Cutting tool is positioned vertically and perpendicular to the worktable. The movement of the table left and right is the X axis, toward and outward the operator is Y axis.
3. Universal Milling Machine Can also be used as a horizontal or vertical milling machine . Mainly it is a horizontal milling machine but can also be used as vertical milling machine by fitting a vertical head. The added advantage with the universal milling machine is that the worktable can be turned to an angle in the horizontal plane..
The main parts of the milling machine Horizontal Milling Machine Vertical Milling Machine
The main parts of the milling machine The main parts of the milling machine • Column and Base: • Provide the foundation of the machine. • The column : contains the spindle • The base : contains the reservoir and the pump which • circulate the fluid to the cutting area. • The knee : provides the vertical movement (up and down) of the • table by using knee hand wheel. • Saddle : mounted on the knee guide ways provides the cross • movement of the table (toward and outward the operator) • Table : provides a surface for work holding devices, The table moves • in longitudinal direction (right – left) manually or by power feed. • Spindle : provides the drive power for the milling cutters .
Milling Safety Be sure that the work is mounted securely . cutter is revolving in the proper direction before taking a cut. Use a rag When installing or removing milling cutters, to prevent cutting your hands. Always wear safety glasses and keep long hair under a cap. Stop the machine before taking measurements. Never make any adjustment when the machine is operating. Keep the floor around the machine free of chips, oil, and cutting fluid
Horizontal milling Cutters and operations Cutters used on horizontal machines are held on arbor which is located and held in the spindle. Arbor support is required to prevent deflection when cutting takes place. Milling cutter example: Slotting cutter is used to cut a slot. Side and face cutter could be used to cut the side and face of a work piece.
Milling cutters are available in different shapes for different operations
Vertical milling machines operations and cutters Most machining on the vertical mill is done with either an end mill, or a shell end mill. End mill and shell end mill have cutting teeth on the end as well as on the periphery. Could be fitted to the machine spindle by a suitable collets Collet chuck with cutter
Solid end mills Two-flute end mill Four-flute end mill
End mill Could be used for milling slots, keyways, plunge cutting, and drilling. Key way is cut by two-flute end mill Tool plunged into the workpiece
Shell end mill Facing operation: They are mainly used for facing a horizontal face. Shell end mills are also fitted in horizontal milling machine for facing a vertical face.
The dovetail cutter : Is used for milling dovetail slidesT-slot cutter : Is used to mill T-slots in the machine tables T-slot cutting tool Dovetail cutter
Work holding Devices Vise is the common workpiece holding device Parallels Strips are used on the milling machine to provide a solid seat and raise the work above the vice jaws
Clamps • Clamps are used for holding work directly onto the machine table. • They are often used to secure work that has an irregular shape or is too large to fit into a vice. • They are also used for large work where heavy cuts need to be taken.
Cutting Speed The relative speed between the cutting tool and work piece is known as the cutting speed and is expressed in meters per minute (m/min). a cutter of a smaller diameter will revolve faster than a cutter of a larger diameter to maintain the same surface speed in meters per minute (m/min).
Calculation of Rotational speed The cutting speed depends on. Cutter material. Workpiece material . Surface finish. Depth of cut. N = Number of revolutions /minute CS = Cutting speed in meters/min = 3.142 D = Diameter of the cutter in (m)
Example: Calculate the speed required to cut a mild steel workpiece with a 75 mm cutter diameter. From table CS=25 meter/minute D= 75/ 1000 = 0.075 m n = 25 / (3.14* 0.075) = 106 rev/min
Milling Feed The feed rate on a milling machine is the rate at which the work moves into the revolving cutter and is expressed as millimeters per minute (mm/min). The feed depends on. The tooth pitch, how many teeth does the cutter have. Rigidity of the work piece, how securely is the work piece held. The quality of finish required. The work piece material. The width and depth of cut.
Calculation of feed rate Feed (mm/min) = N X f,p.t X Rev/min N : Number of teeth in milling cutter. f.p.t : Feed per tooth for a particular cutter and metal as given in table. Rev/min : Revolutions per minute of the milling cutter. Example: A 75 mm diameter side and face mill cutter having 8 teeth is to be used for cutting mild steel using spindle speed 106 (rev/min). Find the feed rate.? from the table f.p.t=0.1 Feed (mm/min) = N X f,p.t X Rev/min Feed rate = 8 X 0.10 X 106 = 84 mm/min.
Cutting oils The major advantage of using a coolant or cutting oil is: it dissipates heat. giving longer life to the cutting edges of the tool. The oil also lubricates the cutter face and flushes away the chips.
Conventional (Up) milling: Conventional milling or up cut milling is the usual method used to machine work pieces on the milling machine. The work is fed towards the cutter against the direction of rotation. This prevents the work being dragged into the cutter if there is any backlash in the feed mechanism. (Backlash is the lack of motion in threaded shafts).
Conventional (down) milling: In this method of cutting the work is fed into the cutter which is rotating in the same direction. This method should never be used unless the milling machine is fitted with a backlasheliminator on the feed mechanism. notes: Milling should be carried out towards the fixed jaw of the vice. No milling cutter should ever be rotated backward; this will break the teeth. Never change feeds while the cutter is rotating.