Download
1 / 24
240 likes | 599 Vues
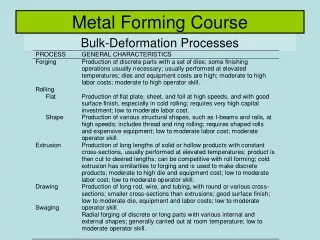
Application of Metal Forming in Manufacturing Engineering Part II. Jenn-Terng Gau, Ph.D. Assistant Professor of Mechanical Engineering Northern Illinois University. Importance of Metal Forming in Manufacturing Engineering. Net Shape or Close to Net Shape High Production Rate

E N D
Application of Metal Forming in Manufacturing EngineeringPart II Jenn-Terng Gau, Ph.D. Assistant Professor of Mechanical Engineering Northern Illinois University
Importance of Metal Forming in Manufacturing Engineering • Net Shape or Close to Net Shape • High Production Rate • High Profit Margin • Low Scrap Rate • Improving Material Properties • Etc.
Current Issues of Metal Forming Industry • Lack of Experienced Metal Forming Engineer • Short Product Life Cycle • New Metallic Materials • Developing New Hybrid Process • High Accuracy and Small Feature Products • Etc.
Material Experiments Double Cup Extrusion Test Tensile Test Data
R140 R140 Forming Simulation (CAE)
Simulation with Autoform V2.1 CAE and Tryout Comparison
Simulation with Autoform V2.1 CAE and Tryout Comparison
Material, tooling and experimental method • Grain size measurement • Electrolytic etching process was used and the solution of 60mL HNO3 and 40mL H2O was used. • The specimens were immersed in the solution with stainless steel cathode, using 1.5 volts DC power for 120 seconds. • ASTM E112-Heyn Lineal Intercept Procedure was used to determine the grain size. Thickness=150 μm, T/D ratio=11.66 Thickness=100 μm, T/D ratio=9.96 Thickness=50 μm, T/D ratio=6.51 Thickness=20 μm, T/D ratio=4.35
Material, tooling and experimental method • Tooling • MTS Sintech 2/G with 1250 Newton load cells was used to conduct the tensile test and micro deep drawing experiments. MTS Sintech 2/G The Setup for Micro Deep Drawing Experiment
Material, tooling and experimental method • Tooling • The diameter of punch is 2mm with 0.5mm punch radius and four deep draw dies with different diameters that are 2.33mm, 2.22mm, 2.11mm, 2.044mm with 0.6mm, 0.4mm, 0.2mm and 0.08mm die shoulder radii, respectively, were used for experiments. • the function of the oblique position ring is to locate the blank for deep drawing. For this study, the punch travel speed was set as 0.5mm/sec and no lubrication was used. Micro Deep Draw Die Components
Results and discussion • Deep drawing • The cups fractured on the cup corner areas when the blank holder force and/or the specimen diameter are too large. On the other hand, wrinkles were observed at the rims of the cups at the very early stage when the blank holder forces were too small. 50μm Thickness, 13N BHF, Drawing Ratio1.9 50μm Thickness Drew Cup (Drawing Ratio = 1.75) 50μm Thickness, 67.1N BHF, Drawing Ratio1.9
(a) 0.0059 inch (b) 0.0039 inch (c) 0.00197 inch (d) 0.00078 inch
Skills Needed for Metal Forming Engineering • Mechanics • Material Science • Manufacturing Process • Design and Control • Machinery • Computer Skills • FEA
Students Need • To know the current and future needs of metal forming industry. • To be taught on a series of classes to meet challenges of current and future metal forming industry.
Homework • What is the purpose of tensile test in metal forming? • What is the purpose of double cup extrusion?