Download

1 / 12
520 likes | 5.22k Vues
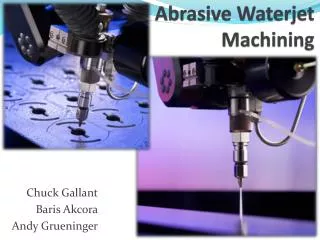
MAGNETO ABRASIVE FLOW MACHINING. SEMINAR BY SANTOSH BELLIKATTI USN : 2GI02ME024 BATCH NO: 12. INTRODUCTION. What is Magneto Abrasive Flow Machining? Magnetic abrasives are emerging as important finishing methods for metals and ceramics.

E N D
MAGNETO ABRASIVE FLOW MACHINING SEMINAR BY SANTOSH BELLIKATTI USN : 2GI02ME024 BATCH NO: 12
INTRODUCTION • What is Magneto Abrasive Flow Machining? Magnetic abrasives are emerging as important finishing methods for metals and ceramics. • Extrude Hone Corporation, USA, originally developed the AFM process in 1966. • Modeling of surface generation and process monitoring of AFM was conducted by Williams and Rajurkar during the late 1980s
PRINCIPLE a) Off-state MR fluid particles (b) Aligning in an applied magnetic field
TYPES OF MACHINES One-way machines: medium chamber adapted to receive and extrude medium unidirectionally across the internal surfaces of a work piece
Two-way machines: The medium is extruded, hydraulically or mechanically, from the filled chamber to the empty chamber via the restricted passageway through or past the work piece surface to be abraded.
Orbital Machines: Orbital MAFM Process In orbital MAFM, the work piece is precisely oscillated in two or three dimensions Before start of finishing Orbital MAFM concept is to provide transitional motion to the work piece While finishing
PROCESS PARAMETERS 1. Flow rate (volume) of the medium. 2. Magnetic flux density. 3. Number of cycles. 4. Extrusion pressure. 5. Viscosity of the medium. 6. Grain size and concentration of the abrasive. 7. Work piece material. 8. Flow volume of the medium.
ADVANTAGES • A very high volume of internal deburring is possible. • MAFM deburrs precision gears. • MAFM polishes internal and external features of various components. • MAFM removes recast layer from components. • Effective on all metallic materials. • Controllability, repeatability and cost effectiveness. • Less Time Consumption.
LIMITATIONS • Abrasive materials tend to get embedded, if the work material is ductile. • Require closed environment. • Require start up hole.
APPLICATIONS • Automotives • Medical implants • Manufacturing industries
REFERENCES • V.K. Jain - Advanced (Non-traditional) Machining Processes (e-book) • http://masters.donntu.edu.ua/2010/fimm/kondratenko/library/article9.htm • http://www.sciencedirect.com/science