Download
1 / 22
330 likes | 812 Vues
Electrochemical Machining and Micromachining. Summer school on electrochemical engineering, Palic, Republic of Serbia Prof. a.D. Dr. Hartmut Wendt, TUD. The fundamentals of electrochemical surface treatment. Electrochemical surface treatment is based on anodic metal dissolution.

E N D
Electrochemical Machining and Micromachining Summer school on electrochemical engineering, Palic, Republic of Serbia Prof. a.D. Dr. Hartmut Wendt, TUD
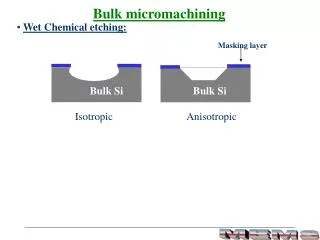
The fundamentals of electrochemical surface treatment • Electrochemical surface treatment is based on anodic metal dissolution. • Metal dissolution by a) active dissolution, b)transpassive dissolution • Dimensional resolution is mainly determined by current and potential distribution around a cathodic matrix • Forced convection removes bubbles (by H2 and O2 evolution) and oxidic and hydroxidic debris e.g. Fe(OH)3 and other oxidation-solvolysis products
Schematic current voltage curve with active and transpassive metal dissolution
Electrochemical shaping of metals Active dissol. and mass transfer Transpassive dissol. With fast sweep Transpassive dissolution with mechanical scraping
Some examples of electrochemical machining of hard metals: Primary Current density distribution
Current density distributions • Primary: neglects charge transfer kinetics and influence of mass transfer.Decisive: only distributions of pure Ohmic resistances • Secondary: Adding charge transfer resistances to purely Ohmic resistances • Tertiary: Mainly determined by mass transfer conditions
Primary current density distribution between two parallel plates and at the electrode edge
Addition of electrolyte resistances Rp and Rv add to charge transfer resistance to give primary and secondary current distributions
Even current density distribution At rotating disc electrode under mass transport limited condition ( limiting current density) is a typical tertiary c.d. distribution
Electropolishing Mass transfer controlled transport of dissolution products through a thin, statistically fluctuating layer of debris generates the polishing effect Current densities amount from hundred to several hundred mA cm-2
Electropolishing electrolytes • Composition given in lecture manuscript • Almost all contain phosphoric acid • Almost all – exception electropolishing W – are strongly acidic • Some contain organic cosolvents • Are obtained and optimized by trial and error
Electrochemical machining electrolytes • Are neutral (neither basic nor acidic) with the exception of basic electrolyte for molybdenum • Most of them contain sodium nitrates or perchlorate • Current densities amount to several A cm-2 • Copious exchange of electrolyte must be secured to remove Joule`s heat and all debris
The surface of the workpeace which is farther away charges more slowly than next to the tool
ح= l x ρ x Cspec with l = length of current line ρ = specific resistance of electrolyte (approximately 10 Ω cm) ζ is charging time; as potential changes exponentially with time: Φo – Φ = (Φo – Φ )t=(1-exp(-t/ ح)
Improve the resolution of anodic dissolution from millimetres to micrometres Applying pulses in nanoseconds instead of direct currents
Example from L.Cagnon, V. Kirchner, M. Kock, R. Schuster, G. Ertl, Th. Gmelin and H. Kueck, Z. Phys. Chem. 217, (2003), 299 - 313
Example from M. Kock, V. Kirchner and R. Schuster, Electrochim. Acta 48, (2003) 3213 - 3219
The LIGA – Process for building Micro-structures by x-ray-assisted masking and cathodic metal deposition • Resolution is determined by precision of masks and their copy on photo-resist – hence x-ray copying
Summary • With maximal cutting rates corresponding to several A cm-2 electrochemical machining is too slow to be generally applicable instead of mechanical machining • But ultrahard alloys can only be treated by electrochemical machining which usually gives also a good polishing finish • Applying nanosecond pulses increases the dimensional resolution, so that also micrometer structures can be produced – it is still an open question how to utilize these possibilities in commercial processes.