Download
1 / 14
350 likes | 1.04k Vues
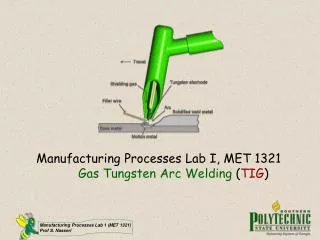
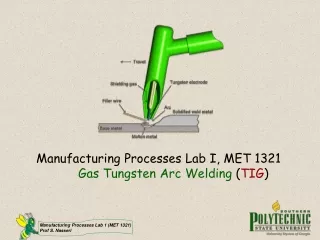
Gas Tungsten Arc Welding: An Introduction. Gas Tungsten Arc Welding Defined:.

E N D
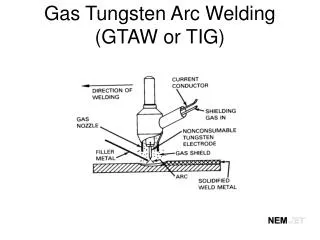
Gas Tungsten Arc Welding Defined: • The Gas Tungsten Arc Welding process is a non-consumable welding process where an arc is created between a tungsten electrode and the grounded base metal. Heat from the arc melts the base metal allowing fusion to take place. The GTAW process can be performed with or without filler wire. The molten weld puddle is protected from the atmosphere by an externally supplied shielding gas source.
GTAW Equipment Requirements: • Constant current or amperage power source with high frequency (AC/DC or DC only). • A welding torch. • Tungsten electrodes. • Shielding gas equipment. • Shielding gas supply • Regulator/Flowmeter • Gas hoses • Filler wire (If needed).
Advantages of the GTAW Process: • Used to weld ferrous and non-ferrous metals. Especially suited for welding specialized materials (stainless steel, aluminum, titanium). • Cleanest of the common arc welding processes. • High degree of control. • Little or no post weld clean-up. • Less Waste.
Disadvantages of the GTAW Process: • Higher degree of operator skill required. • Low productivity. • High initial equipment cost. • Limited portability. • Shielding gas susceptible to drafts. • Expensive consumables.
Applications for the GTAW Process: • Aerospace welding. • Nuclear power plants. • Food processing equipment. • Automotive/Motor sports welding. • Anywhere where a high degree of accuracy/control is desirable.
GTAW Electrodes: • All electrodes used with the GTAW process are tungsten or tungsten based. Tungsten has two properties that make it ideal for the GTAW process; • A high melting point (6160 degrees Fahrenheit). • A high degree of resistance to electrical corrosion.
GTAW Electrodes Continued: • There are seven types of electrodes used in conjunction with the GTAW process. • EWP Pure tungsten with a green color band. • EWCe-2 Tungsten electrode with 2% Cerium and a orange color band. • EWLa-1 Tungsten electrode with 1% Lanthanum and a black color band.
GTAW Electrodes Continued: • EWTh- 1 & 2 Tungsten electrode with 1% and 2% Thorium and a yellow or red color band. • EWZr-1 Tungsten electrode with .25% Zirconium and a brown color band. • EWG Tungsten electrode with an unspecified rare earth element and a grey color band.
GTAW Shielding Gases: • There are two inert shielding gases used in conjunction with the GTAW process. • Argon. Argon provides moderate penetration, stable arc, good cleaning action and excellent coverage properties. Argon is heavier than air. • Helium. Helium provides deep penetration, poor arc stability, moderate cleaning action and adequate coverage properties. Helium is lighter than air.
GTAW Variables: • Arc Length: The distance from the end of the electrode to the surface of the grounded metal. Arc length should never exceed one times the electrode diameter. • Electrode Extension: The distance that the electrode extends beyond the ceramic gas cup. Electrode extension should never exceed two times the electrode diameter.
GTAW Variables Continued: • Electrode Angle: The electrode (torch) should be held using a 10 to 20 degree leading or push angle in the direction of travel. Groove welds require that the torch remain perpendicular in relation to the weld joint, fillet welds require that the torch bisect the angle being welded.
GTAW Variables Continued: • Travel Speed: Travel speed contributes to the width of the finished weld. Finished welds should not exceed two metal thicknesses in width. • Electrode Motion: No electrode motion is required. However, a slight circular or half-circle motion may be used. • Shielding Gas Flow Rate: Shielding gas flow rate should be set for 15 to 20 CFH.
GTAW Start-Up Guide: • For ferrous metal; • Set current and polarity for direct current, electrode negative (DC-). • Set output contactor to “remote” (for foot pedal operation). • Set amperage switch to “remote” (for foot pedal operation). • Set high frequency switch to “start only”. • Adjust amperage setting to desired level. • Open shielding gas supply. • Turn power source on and adjust shielding gas flowmeter to 15-20 CFH. • For non-ferrous metal; • Follow all of the steps listed above except: • Set current and polarity for alternating current (AC). • Set high frequency switch to “continuous”.