Jet Engine Materials
Jet Engine Materials. A quick overview of the materials requirements, the materials being used, and the materials being developed. Motivation for Materials Development. Higher Operating Temperatures Higher Rotational Speeds Lower Weight Engine Components Longer Operating Lifetime


Jet Engine Materials
E N D
Presentation Transcript
Jet Engine Materials A quick overview of the materials requirements, the materials being used, and the materials being developed
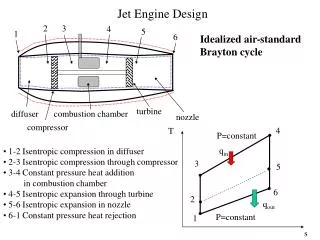
Motivation for Materials Development • Higher Operating Temperatures • Higher Rotational Speeds • Lower Weight Engine Components • Longer Operating Lifetime • Decreased Failure Occurrence • This all adds up to: • Better Performance • Lower Life Cycle Costs
Materials Requirements • thousands of operating hours at temperatures up to 1,100°C (2000 °F) • high thermal stresses caused by rapid temperature changes and large temperature gradients • high mechanical stresses due to high rotational speeds and large aerodynamic forces • low- and high-frequency vibrational loading • oxidation • corrosion • time- , temperature- and stress-dependent effects such as creep, stress rupture, and high- and low-cycle fatigue.
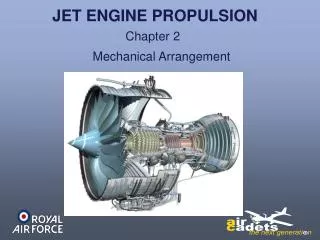
Regions of the Engine • Cold Sections • Inlet/Fan • Compressor • Casing • Hot Sections • Combustor • Turbine/Outlet
Cold Section Materials Requirements • High Strength (static, fatigue) • High Stiffness • Low Weight • Materials: • Titanium Alloys • Aluminum Alloys • Polymer Composites • Titanium intermetallics and composites
Fiber Reinforced Polymer Composite Properties - Graphite/Kevlar • Very high strength-weight ratios • Very high stiffness-weight ratio (graphite) • Versatility of design and manufacture • Specific gravity: ~1.6 (compared to 4.5 for titanium & 2.8 for aluminum) • Can only be used at low temperatures < 300 °C (600 °F)
Titanium alloys used for critical cold section components • Fan disks/blade • Compressor disks/blades • Typical Alloy:Ti-6Al-4V
Titanium Properties • High strength & stiffness to weight ratios > 150 ksi, E = 18 Msi • Specific gravity of 4.5 ( 58 % that of steel) • Titanium alloys can be used up to temperatures of ~ 590 °C (1100 °F) • Good oxidation/corrosion resistance (also used in medical implants) • High strength alloys hard to work - therefore many engine components are cast
Metallurgy of disks critical to achieve desired properties and to eliminate defects • Accident occurred JUL-19-89 at SIOUX CITY, IAAircraft: MCDONNELL DOUGLAS DC-10-10, Injuries: 111 Fatal, 47 Serious, 125 Minor, 13 Uninjured. • A FATIGUE CRACK ORIGINATING FROM A PREVIOUSLY UNDECTECTED METALLURGICAL DEFECT LOCATED IN A CRITICAL AREA OF THE STAGE 1 FAN DISK THAT WAS MANUFACTURED BY GENERAL ELECTRIC AIRCRAFT ENGINES. THE SUBSEQUENT CATASTROPHIC DISINTEGRATION OF THE DISK RESULTED IN THE LIBERATION OF DEBRIS IN A PATTERN OF DISTRIBUTION AND WITH ENERGY LEVELS THAT EXCEEDED THE LEVEL OF PROTECTION PROVIDED BY DESIGN FEATURES OF THE HYDRAULIC SYSTEMS THAT OPERATED THE DC-10'S FLIGHT CONTROLS.
Aluminum alloys can reduce weight over titanium • Conventional alloys have lower strength/weight ratios than Ti but more advanced alloys approach that of Ti. • Specific gravity: 2.8 ( 62 % that of Ti) • Lower cost than Ti • Max temp for advanced alloys: ~ 350 °C (600 °F) • Lower weight & rotating part inertia
Titanium Aluminide Ti3Al • An intermetallic alloy of Ti and Al • Extends the temperature range of Ti from 1100 °F to 1200-1300 °F • Suffers from embrittlement due to exposure to atmosphere at high temperature - needs to be coated.
Titanium Composites (MMC) • Titanium matrix with SiC fibers • Decreases weight while increases strength and creep strength TYPICAL Ti/SiC COMPOSITE 100X
Hot Section Materials Requirements • High Strength(static, fatigue, creep-rupture) • High temperatureresistance 850 °C - 1100 °C (1600 °F - 2000 °F) • Corrosion/oxidation resistance • Low Weight
High Temperatures - 1100 °C (2000 °F) • Creep becomes at factor for conventional metals when the operating temperature reaches approximately 0.4 Tm (absolute melting temp.) • Conventional engineering metals at 1100 °C: • Steel ~0.9 Tm • Aluminum ~1.4 Tm • Titanium ~0.7 Tm • Conclusion: We need something other than conventional materials!
High Temperatures - 1100 °C (2000 °F)What Materials Can Be Used? • Unconventional metal alloys - or superalloys • Ceramics
Superalloys • Nickel (or Cobalt) based materials • Can be used in load bearing applications up to 0.8Tm - this fraction is higher than for any other class of engineering alloys! • High strength /stiffness • Specific gravity ~8.8 (relatively heavy) • Over 50% weight of current engines
Typical Compositions of Superalloys CHEMICAL COMPOSITION, WEIGHT PERCENT Chromium yields corrosionresistance
Microstructure of a Superalloy • Superalloys are dispersion hardened • Ni3Al and Ni3Tiin a Ni matrix • Particles resistdislocation motion andresist growth at hightemperatures
Creep - Rupture • Strain increases over time under a static load - usually only at elevated temperatures (atoms more mobile at higher temperatures) • The higher energy states of the atoms at grain boundaries causes grain boundaries - particularly ones transverse to load axis - to creep at a rate faster than within grains • Can increase creep-rupture strength by eliminating transverse grain boundaries
Controlled grain structure in turbine blades: Directionally solidified (DS) Single Crystal (SX) Equi-axed
Performance of superalloy parts enhanced with thermal barrier coatings • Thin coating - plasma sprayed • MCrALY coating materials • Increased corrosion/oxidation resistance • Can reduce superalloy surface temperature by up to 40 °C (~100 °F)
Non-metallics - Ceramics • Cobalt • Nickel • Chromium • Tungsten • Tantalum CERAMIC • Silicon • Nitrogen • Carbon SUPERALLOY
Ceramics - Advantages • Higher Temperatures • Lower Cost • Availability of Raw Materials • Lighter Weight • Materials: • Al2O3, Si3N4, SiC, MgO
Superalloys Ceramics Ceramics - Challenges DUCTILITY IMPACT TOUGHNESS CRITICAL FLAW SIZE
Ceramic Composites • Ceramic Fiber Reinforced Ceramic Matrix • Improve toughness • Improve defecttolerance • Fiber pre-form impregnated with powder and then hot-pressed to fuse matrix
Carbon-Carbon composite • Carbon fibers in a carbon matrix • Has the potential for the highest temperature capability > 2000 °C (~4000 °F) • Must be protected from oxidation (e.g. SiC) • Currently used for nose-cone for space shuttle which has reentry temperatures of 1650 °C (3000 °F)
Trends in turbine materials TURBINE ROTOR INLET TEMP, F
Materials for F109 engine F109 FAN MODULE MATERIALS
F109 HP COMPRESSOR MATERIALS INCO 625 (side plates) INCO 718 (vanes) 201-T6 Aluminum HAST X 17-4 PH Ti 6-4 INCO 718 Ti 6-2-4-2
F109 COMBUSTOR/MIDFRAME MATERIALS HS 188 + TBC INCO 718 300 SS HS 188 INCO 718 INCO 718 INCO 600 HS 188 HAST S HAST X
F109 HP TURBINE MATERIALS MAR-M 247 INCO 738 MAR-M 247 DS MAR-M 247 DS MAR-M 247 DS HAST X HAST S INCO 738 HAST X INCO 718 WASP B
F109 LP TURBINE MATERIALS HAST X BACK WITH HAST X 0.032 CELL. HONEYCOMB INCONEL 625 HAST X BACK WITH HAST X 0.032 CELL. HONEYCOMB INCONEL 625 HASTELLOY X EQUIAXED MAR-M 247 COATED WITH RT-21 EQUIAXED MAR-M 247 EQUIAXED MAR-M 247 COATED WITH RT-21 HAST X BACK WITH HAST X0.032 CELL. HONEYCOMB HAST X BACK WITH HAST X 0.032 CELL. HONEYCOMB WASPALOY WASPALOY WASPALOY WASPALOY WASPALOY