Material Flow Analysis for Layout Decisions
Explore data requirements, flow patterns, department types/layouts, and hybrid layout techniques for efficient material movement and process optimization in manufacturing.

Material Flow Analysis for Layout Decisions
E N D
Presentation Transcript
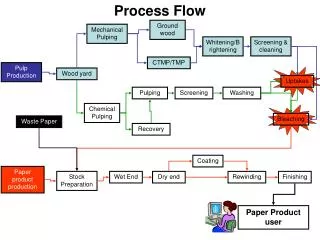
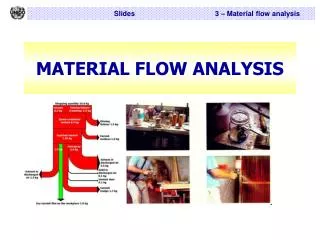
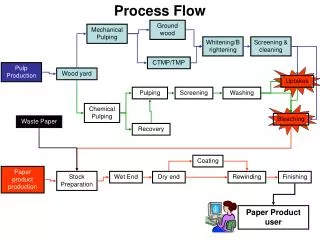
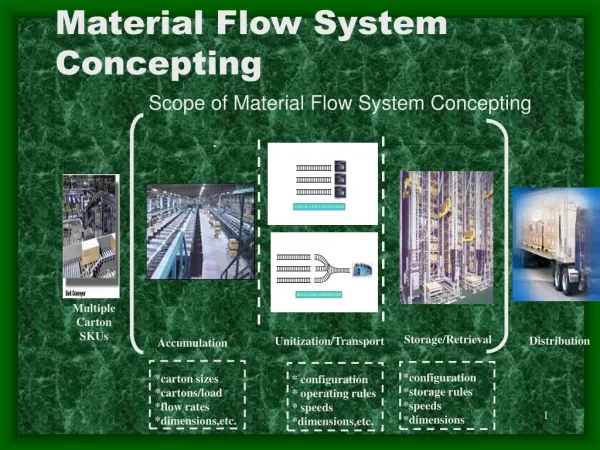
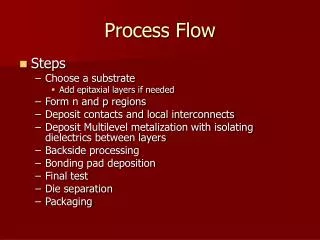
Process and Material Flow Analysis Chapter 3
Data requirement for layout decisions • Frequency of trips or flow of material or some other measure of interaction between departments • Shape and size of departments • Floor space available • Location restrictions for departments, if any • Adjacency requirements between pairs of departments, if any
Five types of layout • Product layout • Process layout • Fixed-position layout • Group-technology layout • Hybrid layout
Types of Departments/Layouts Volume High Medium Low Product Department Product Layout Product Family Department Fixed Location Layout Process Layout Group Technology Layout Fixed Materials Location Department Process Department Low Medium High Variety
Product Layouts Product A Department D D M G P D A Product B Department Receiving Department L L M M D G P A Shipping Department Product C Department L L L G G P A
Milling Department Lathe Department Drilling Department M M D D D D L L M M D D D D L L G G G P L L G G G P L L Painting Department Grinding Department L L A A A Receiving and Shipping Assembly The Process Layout
Milling Department Lathe Department Drilling Department M M D D D D L L M M D D D D L L G G G P L L G G G P L L Painting Department Grinding Department L L A A A Receiving and Shipping Assembly Flow of Materials in Process Layouts
G G G D D D L L D M G D L L G M D L Rotational Parts Cell L P L M D P L Rectangular Parts Cell G M L A Special Department A Receiving and Shipping Product Family (Cellular) Layout Source: John S. Usher class notes
HM VM Worker 3 VM Paths of three workers moving within cell Material movement L Direction of part movement within cell Worker 2 G L Key: S = Saw L = Lathe HM = Horizontal milling machine VM = Vertical milling machine G = Grinder Final inspection Finished part S Worker 1 Out In A Manufacturing Cell Source: John S. Usher class notes
Project (Fixed-Position) Layout G G D D D L G L G Storage Storage L A L A M P Receiving and Shipping Source: John S. Usher class notes
TM TM TM TM TM Hybrid Layouts • Combination of the layouts discussed. • A sample hybrid layout that has characteristics of group, process and product layout is shown in the following figure. • A combination of group layout in manufacturing cells, product layout in assembly area, and process layout in the general machining and finishing section is used. DM BM
Exercise – What Type of Layout? • Assembly Plant ___________ • Meijers ___________ • Suburban Hospital ___________ • International Airport ___________ • Restaurant ___________ • Boeing Aircraft ___________
Flexible Manufacturing Systems • Automated machining operations, tool changers • Automated material handling, computer control • Designed around size of parts processed & average processing time for parts • Can process wide variety of items quickly • Very few large systems exist • Progressive layout – all parts same route • Closed loop – larger variety, alternative routes • Ladder layout – two machines work on same part • Open field layout – most complex