Comprehensive End-Cap Closeout Review: Lessons Learned and Future Improvements
This document provides a detailed review of the end-cap closeout process, highlighting key aspects including support structure, issues encountered, successes, and lessons learned. It outlines significant unforeseen problems, such as delays in project timelines, challenges in contractor organization, and issues with component specifications. The review also examines contractual difficulties and emphasizes the need for clear quality assurance requirements. By reflecting on past experiences and integrating best practices, valuable insights for future projects are presented, ensuring improved efficiency and effectiveness in engineering and manufacturing processes.

Comprehensive End-Cap Closeout Review: Lessons Learned and Future Improvements
E N D
Presentation Transcript
End-cap Closeout Review Stephen Haywood Rutherford Appleton Lab
Introduction (10’) • Support Structure (20’) • Services (beyond Disc) (60’) • Integration (30’) • General (30’) End-cap Closeout Review 2
Past Reviews • Support Structure Contract 7 Sep 2004 • Disc Assembly 27 Jun 2005 • Thermal Enclosures 22 Sep 2006 End-cap Closeout Review 3
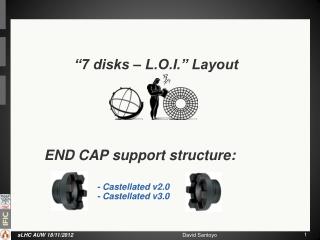
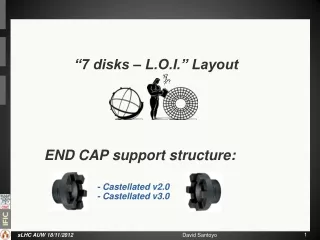
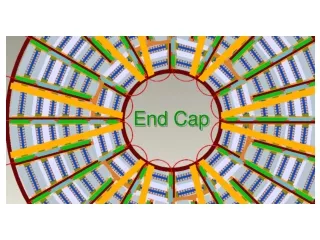
Support Structure Contract End-cap Closeout Review 4
Problems • Unforeseen problems led to delays and more resources. • Organising the contract through CERN proved difficult. • Two major failures in FWT of flat Panels associated with Cyanate Esther – switch to FM73U film adhesive. • Serious problems placing Disk Fixation holes in Support Cylinder; required 6 man-months of RAL effort to rectify. • Inappropriate use of 3D models by contractor. • Contractual problems with “build to print” design concerning responsibilities. • We were poorly prepared to accept components (expected more from Contractor; needs to be specified) – needed longer than 3 months. • Metrology can be much harder than envisaged ! • Need greater clarity in who pays for what, including Tooling and excess Materials. End-cap Closeout Review 5
Successes • Probably correct not to impose penalties. • Load-test and Fit-check at company. End-cap Closeout Review 6
Disks End-cap Closeout Review 7
Issues • More Engineering effort should be put into • Manufacturing processes • Assembly • Testing • Key design criteria should include • Robustness – physical & ESD damage • Serviceability, including Repair Scenarios • Secondary physics requirements should not compromise the engineering principles. • Physicists’ requests should be questioned if they have significant cost/time/design implications. End-cap Closeout Review 8
Companies should be given QA requirements and acceptance criteria. • Regular checks should be made of series of components and care should be taken to anticipate needs for raw materials. • Prototyping consumes many more raw materials than might be expected. • Need more resources than expected ! (See later) End-cap Closeout Review 9
Thermal Enclosure End-cap Closeout Review 10
Issues • Is a TE needed? What is its role? (Thermal, Gas, Moisture, G&S) • Could a single TE be used? • Commonality between Barrel & End-cap • RAL avoid taking on too much work • Do not underestimate work/time/money, especially for trivial things which are “just a …” • Ensure good connection with other aspects of project • Think abut G&S earlier on • Consider working with CTS/Lola • Sound out companies before tendering; engage in R&D • Consider acceptance criteria in advance • Insist on sensible envelopes • Avoid active cooling • Cu foil is much more flexible for G&S End-cap Closeout Review 11
From Pippa • The hand over of the OTE to Valencia seemed to go smoothly, but the ITE at • CERN seemed to be almost too difficult (mea culpa). End-cap Closeout Review 12
Completion • Jeff Bizzell – Heater Wiring • Jason Tarrant – Cooling • Jason Tarrant – Documentation: • SCT End-cap Documents & Drawings – ATL-IS-AN-0009 • Abstract • This document is a guide to the many documents and drawings relating to the design of the SCT End-cap. All the documents and drawings in this document are those created by staff of the Science and Technology Facilities Council (STFC) in the UK . This document can be used to locate any relevant information on any part of the SCT End-cap that was produced by STFC. Grounding Drawings G&S Parts TD-1011-598 (ATLISES_0095) is the GRP Front Support cover assembly, this calls all piece parts required. TD-1011-161 to 164 (ATLISES_0101 to 0104) are the 4 sections of Cu-polyimide Support Cylinder ground sheet. Documents ATL-IS-EN-0014 ATLAS SCT End-cap Grounding and Shielding, Engineering Implementation End-cap Closeout Review 13
This Review • Questions: • What have we learnt ? Includes good lessons; Managerial & Technical • What could be done better or differently ? • What might we want to take forward for the future ? • & Celebration/Thank-you ! End-cap Closeout Review 14
Support Structure End-cap Closeout Review 15
Preparatory work: • Prototyping … use of Contractors? • FEA • Design of Support Structure: • Was the concept of a Cylinder and Panels better than a space frame? • Materials & Construction Techniques: • CFRP, Cyanate-Esther adhesives, Korex • Edge sealing • Testing Support Cylinder bondingWas RS4 CE film really OK? Unable to undertake FWT test • Contract: • Should Support Structures and Disks have been in single Contract, ensuring good fit? End-cap Closeout Review 17
From Patrick • The problem was that PCI was not setup to machine cylinders within the specifications. My experience with the disks was that PCI have made excellent quality disks, but even machining the outer and inner diameter was hard for them. Next time it is better to use PCI or any other composite company where they are good in: making composite structures, and find the right company for machining the parts if high tolerances are required. This was done for the barrel cylinders. • The mistakes in the machining have caused several problems and confusions throughout the project. At the end there was no alternative than to accept, but everything became more difficult: measurements and supports that did not fit and needed modifications • Edge sealing of the composite structures: This should have been done better, at least for the wings. We found several Thermal Enclosure leaks through these aluminium foil closures, and probably still we have leaks through these. End-cap Closeout Review 18
Services End-cap Closeout Review 19
STFT End-cap Closeout Review 20
PPF1 End-cap Closeout Review 22
Services • Cylinder Radial Cryostat • • (Cooling ) LMT Opto DCS FSI • Routing & lengths • Caused a lot of worry for JT & TW • Did we get it right (except for Heaters) • Physical routing of Heater Pad wires • Bends • Clips • Grounding • LMT’s: Al Cu End-cap Closeout Review 23
From Pippa • I worry a lot about the mixture of metals we've ended up with, and the problems we had swapping from aluminium to copper C-seals. • The cooling layout has been the most recent headache, since everything had to be redesigned to relocate the heaters. We are fortunate that the C-wheels are not there, otherwise there's no way we'd have fitted everything in. • We have had the problems of dealing with overlength of a lot of the services, but thankfully nearly everything has been long enough. There are just a few heater pad cables that need extensions, due to a design change not getting propagated through. • The routing of cables to PPF1 worked really smoothly for the end cap, and benefitted a lot from adequate prototyping being done in advance. We had a few issues with optimising the way the grounds were brought together at the clamp, but all the horrible complications of different strip back lengths just worked. • Dealing with the fibres as they came off the end cap was also rather easier than for the barrel. End-cap Closeout Review 24
And of course the evaporative cooling... more extensive and realistic testing before hand might have found the problems with the control thermocouples with more lead time. This still wouldn't have addressed the unreliability of the heaters and the short to ground. End-cap Closeout Review 25
STFT • Construction: • Foam & glue • CFRP • Accessibility • (Sealing) • (G&S) End-cap Closeout Review 26
From Patrick • What I can recall is that the STFT delivered to Nikhef was of very bad quality. The slots had to be re-machined and repainted with araldite. • Also a mistake was made with rotational and mirror symmetry, which had to be fixed in situ. • I also think NOW that the parts should be been made much more precise to make everything fit much better. At the end most of the following parts needed adjustments to make them fit. End-cap Closeout Review 27
Cable Trays • Radial Cryostat • Complexity Time (Design & Assembly) & Cost • Material • Assembly End-cap Closeout Review 28
From Patrick • The CCT worked very well as well, except the Ribbon Guides which fitted very difficult on the tabs. Especially at the top it took sometimes more than 1 hour to mount one!! Too reach too far inside and only one hand available. • Mounting the RCT cover is also difficult and dangerous with the too long LMT's and R/O ribbons. Has to fit on too many holes and screws. Need about 4 people in a too small area. End-cap Closeout Review 29
PPF1 • Cooling LMT Opto DCS FSI • Accessibility • Interaction with other detectors End-cap Closeout Review 30
From Patrick • The PPF1 design did not work out very well in the beginning, also because Jason was too busy with the HEX redesign. Too late and too many problems. At the end all is working, but could have been a lot better. • We should have had proper protection taken into account during the assembly. The electrical PPF1 were too fragile. In ATLAS there is very little respect for somebody else his parts. People leaning against or on PPF1's to reach somewhere. We have really seen non SCT people abusing our PPF1's. Of course this caused many faults, and damages. • Also the Cooling PPF1's are not very well supported. With making the Serto connections too much force is needed and move around. One patch panel has M3 and the other M4 screws, very annoying. End-cap Closeout Review 31
From Patrick • The Type II cable clamp should have been wider closing the PPF1 box. This would prevent dirt getting into the box and solve problems we had with routing the R/O ribbons and LMT cooling pipes. LMT cooling should have had a proper patch panel at the ECex1 connector. The pipes coming of the flange were not properly positioned and too stiff to reroute them. • The whole installation and connection testing of LMT's went rather well. • The R/O ribbons below the LMT's should be changed for next time. We had to disconnect & connect R/O ribbons several times when LMT's were already connected. This was rather risky with violating all the rules about bend radii for optical ribbons. The Cu/Kapton foils caused us a lot shorts etc. • Next time some risk analysis / review should be done for PPF1's, and the person designing should be expecting the worst. End-cap Closeout Review 32
From Pippa • I'd also emphasise the importance of prototyping and system testing, with as close to final parts as possible. A few examples: • There was a genuine effort to prototype barrel PPB1, but the final cables were stiffer, and it was a real problem to fit 6 of them across the width available. We had to modify the PPB1 brackets on the fly, even though they were partly glued to the cryostat wall, giving few options. • For the end caps, we tried out the real cable in the clamp ahead of time, and were able to redesign it in a calm way, before the cable installation in the pit. • There has been lots of system testing of modules, but in the last round of power supply firmware updates, there were changes made which were OK with shorter test cables, but failed to work when combined with long cables and PP3. End-cap Closeout Review 33
Cooling • Use of CuNi • X0 • Bending • ConnectorsWere we right to design our own? • Accessibility of Connectors • Flexibility for connection • HEX • Design • Communications (CERN, RAL, QMW) • Manufacture • Soldering problems • Tony Feedback End-cap Closeout Review 34
Assembly • Sealing • Use of Foils & Membranes (Cu-Polyimide) • Adhesives • Araldite 2011 • Techsil • Templflex End-cap Closeout Review 35
From Patrick • Parts received at CERN: • Most of the parts we received at CERN did not fit and needed modifications. The last known are the metal N2 pipes which did not fit into the Elbow adapters. We had to re-machine all the pipe ends to make everything fit. Another example are holes in the Heater Pad CCT with were we have 7.5mm holes while M3 screws needed to be used. I think at the end we spend a couple of man years modifying parts here at CERN. • Parts we received at CERN for an assembly we often received in different batches. We did not have a good system at CERN to receive and storage parts so often parts were lost for some time. Also due to time pressure, the parts were usually not taken out of there boxes until we needed them and then we found assemblies not complete or parts would not fit, causing the next crises. • Often parts we received still needed some way of assembly: for example soldering of some copper pipes for the N2 system. This would have been a lot easier for us if these had already been soldered and there are several other issues where this was the case. End-cap Closeout Review 36
From Patrick • The SCT had a particular problem that all most all of our manpower at CERN was travelling. If parts are shipped to CERN these should be shipped complete, assembled and checked before shipping. Do not ask people at CERN to fill in the blanks. If you for what ever reason want to ship parts to CERN not assembled also deliver the right manpower to prepare the parts at CERN as soon as they arrive. • We should have invested from day 1 much more in storage and cupboards at CERN and should have given some sort of priority to checking parts as soon as they arrive. • We were never very good in checking and approving drawings, which caused a lot of problems. End-cap Closeout Review 37
From Patrick • During the assembly of the EC the services TPPF1's should have been positioned at there final location and moved inward for transport only. • The too long LMT's and ribbons caused several problems and cables are now under tension, which may cause us some problems in the future. • The HEX assemblies should have been part of the assembly and testing in NIKHEF/Liverpool or at least in SR1. Only simple pipe connections should be allowed next time during installation. I know this has a big history with Marco, but next time we should not allow this to happen again. • The Thermal enclosure should be sealed in SR1. This we should have never allowed to happen. End-cap Closeout Review 38
From Pippa • I think that having a design that didn't allow closing of the thermal enclosure in SR1 was a big mistake. I do realise that this may have been the only solution consistent with the envelopes originally imposed. But the detector has been in the pit for months now without being finally closed at the end, which is risky. It's also an interim problem for installation and testing, in that we can't run cooling at all until the entire plumbing installation is finished. The space constraints also pushed us to use lots of specially designed non-standard connections, which was tricky, and in the end forced some things with the installation sequence that were a problem for the schedule. • Techsil... pah! End-cap Closeout Review 39
Grounding & Shielding End-cap Closeout Review 40
Schematic End-cap Closeout Review 41
Design • Retrospective • Ground all metallic parts • Groundsheet on Support Cylinder • Membranes • Tabs • STFT • Small foils • Connections • Soldering • Silver-loaded epoxy • Finger-stock • Quench forces End-cap Closeout Review 42
From Patrick • Using the Segmented Plate as our grounding ring was a very bad idea. because also others use these plates to mount parts this has caused a lot of problems. If we would get a short now it can be a million things and we cannot systematically disconnect parts any more to find the short, which is a big concern. So lets hope this does not happen! End-cap Closeout Review 43
Integration End-cap Closeout Review 44
Fit Rear Support Panel (Wing) • Transfer to Cantilever Stand (CLS) • Transfer loads to CLS with Rear Support Yoke and PPF1 & TPP Support Yoke • Insert ITE , usingITE Carriage • Fit Link Plate • Add OTE, usingOTE Mounting Frame • Insert into TRT • Add Front Support Panel (Wing) with Bridge Support System • Add Mechanisms and support from Rails • Also • PPF1 & TPP to TRT Arms • Shim Adjustment Stands Not needed? • Transportation Lock System • Services Support Ring End-cap Closeout Review 45
Issues • Did we anticipate all requirements?(Eg. Split Front Support was anticipated right from beginning) • Was Tooling optimal and fit-for-purpose? End-cap Closeout Review 46
From Patrick • Orange cantilever stand: Wrong paint was used. When using alcohol to clean the paint was removed, so we were not really able to properly clean. • The "front transfer plates" were not very flat ~ 5mm. I still believe that this is why EC-C. For EC-C this plate was mounted and stressed several parts and when removed, changed something on the EC. I still believe that this is one of the causes why we have bigger leaks in the thermal enclosure than on EC-A. On Side A the "front transfer plate" was re-worked and made flat to be well within 0.5mm. • Integration: I have never liked the way the EC was supported on the cantilever stand. Also the transfer from the assembly frame to the cantilever stand and from the cantilever stand to the EC trolley we should do differently next time. The EC should have been supported in a kinematic way. • With the tooling provided we did not have any precise control over what we were doing. Moving the EC onto the EC trolley we ended up 2mm away from what we aimed and had a twist. At the end this was accepted as more or less a good position. For Side A we had to make special to lift the EC in the frame and reposition the EC at the front. It was too difficult and time consuming to make tooling to reposition the EC at the rear. • At the end everything turned out to be ok, but it wasn't easy. End-cap Closeout Review 47
From Patrick • A private comment on building detectors. You may not want to use this or word it differently: • A lot of problems with building the EC's was on the manpower involved and specifically on EC-C. The detector should be built by technicians and not by physicists or engineers. I think most of the time people not "qualified" were working on the EC. When doing these difficult projects people with the right skills are absolutely needed. I also see this general change in institutes where mechanical departments are reduced or even cancelled and I think this is very bad. We need the best technicians to make the best detectors: i.e. fix all the problems that we cause. • Also engineers should be much more involved in building detectors, especially the parts that are designed. If this does not happen the engineer will not learn from his mistakes. • One annoying thing I had with EC-C is that people were always too much in a hurry. At the end this resulted in much more problems and delays. I also believe that EC-C was shipped too early too CERN. People travelling to CERN are not very efficient in working hours and EC-C had enough problems which could have been solved in Liverpool. This would have saved a lot of time. End-cap Closeout Review 48
From Patrick • The trap we always fall into is accepting parts that we know are wrong, but due to time pressure we accept them. This causes many more problems, than solving the original problem. End-cap Closeout Review 49
General • Interfaces & Communication • CERN • Nikhef • Valencia • Ned for G&S • RAL Organisation • Proj Man: Debbie Stephen • Dept: Debbie Eddie Mike • Senior Engineer to replace Debbie? • Additional Engineer to support Jason? End-cap Closeout Review 50