Enzymes
Strain improvement for industrial enzyme production Dr. K. Swaminathan Professor and Head Dept. of Microbial Biotechnology School of Biotechnology and Genetic Engineering Bharathiar University Coimbatore - 46. Enzymes.


Enzymes
E N D
Presentation Transcript
Strain improvement for industrial enzyme productionDr. K. SwaminathanProfessor and HeadDept. of Microbial Biotechnology School of Biotechnology and Genetic EngineeringBharathiar UniversityCoimbatore - 46
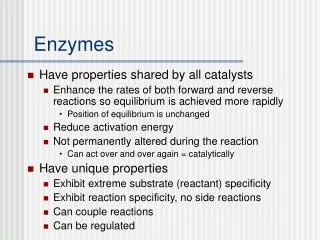
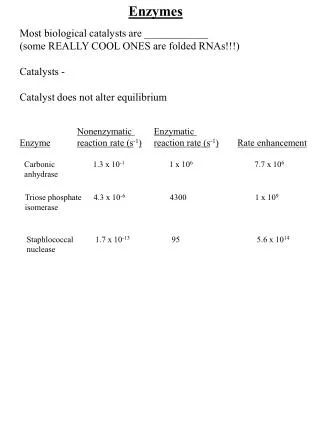
Enzymes • Enzymes are proteins specialized to catalyze biological reactions. • Most remarkable biomolecules due to their extraordinary specificity and catalytic power • Far greater than those of man-made catalysts • Overall global value of industrial enzymes is about $2.0 billion – 2004 is expected to rise at an average annual growth rate (AAGR) of 3.3% to $2.4 billion in 2009
Market value of enzymes Report ID:BIO030D, Published: December 2004, Analyst: Yatin Thakore
What are the sources of enzymes? Enzymes are obtained from • Plant source – Papain, ficin • Animal source – Rennet • Microbial source – amylase, proteases, cellulase, xylanase etc.,
Why microbial sources are preferred? • Over 2000 different enzymes are available and only few are used commercially. • Commercial enzymes include enzymes from plant, animal and microbial sources. • From 1960s microbial source is preferred for several reasons, *Economical – produced on large scale within limited space and time. *Can be easily extracted and purified. *Can grow in a wide range of environmental conditions * Capable of producing a wide variety of enzymes. * They can be genetically manipulated to increase the yield of enzymes
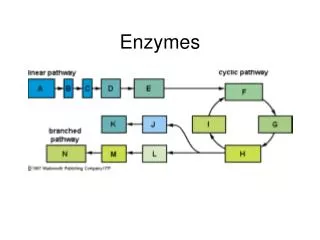
Production of enzymes Stages involved in commercial production of enzymes. • Isolation of microbes. • Screening of microbes. • Fermentation. • Increase the yield of the enzymes.
How the yield can be increased? The yield has to be increased in order to minimize the production cost. This can be done by, (i) developing a suitable medium for fermentation (ii) refining the fermentation process and (iii)improving the strain for higher production.
Strain improvement • The potential productivity of the organisms is controlled by its genes and hence their genome must be altered for the maximum production of enzymes. • The techniques involved are * Mutations * Recombination – Protoplast fusion * Recombinant DNA technology
Mutations • One of the most successful approaches for strain improvement. • A mutation is any change in the base sequence of DNA - deletion, insertion, inversion, substitution. • The types include - Spontaneous mutation - Induced mutation - Site directed mutation
Types of mutations 1.Spontaneous mutation: • Occur spontaneously at the rate of 10-10 and 10-15 per generation and per gene. • Occur at low frequency and hence not used much in industrial strain improvement. 2.Induced mutation: • The rate of mutation can be increased by various factors and agents called mutagens. • ionizing radiations (e.g. X-rays, gamma rays) • non-ionizing radiations (e.g. ultraviolet radiations) • various chemicals (e.g. mustard gas, benzene, ethidium bromide, Nitrosoguanidine-NTG)
…Contd. 3. Site directed mutations(SDM) (site-specific mutagenesis ): • Change in the base sequence of DNA • changing the codon in the gene coding for that amino acid. • Can be done by protein engineering method • Desired improvements might be *increased thermostability *altered substrate range *reduction in negative feedback inhibition *altered pH range, etc.,
Steps involved in site directed mutagenesis Isolate required enzyme gene, e.g. via mRNA and its conversion into cDNA. Sequence the DNA of the gene (in order to decide on change required for primer in stage 5). Splice gene into M13 vector dsDNA and transduceE. coli host cells. Isolate ssDNA in phage particles released from host cells. Synthesize an oligonucleotide primer with the same sequence as part of the gene but with altered codon (mismatch/mispair) at desired point(s). For example, one of the codons in DNA coding for the amino acid Alanine is CGG. If the middle base is changed by SDM from G to C the codon sequence becomes CCG which codes for a different amino acid (Glycine).
…Contd. Mix oligonucleotide with recombinant vector ssDNA. Carried out at low temperature (0-10oC) and in high salt concentration to allow hybridization between oligonucleotide and part of gene. Use DNA polymerase to synthesize remainder of strand. (Oligonucleotide acts as a primer for the DNA synthesis). Then add ligase to join primer and new strand dsDNA molecule. Transform E. coli cells and allow them to replicate recombinant vector molecule. DNA replication is semi-conservative, therefore two types of clone are produced each of which excretes phage particles containing ssDNA: • Type 1: contain the wild-type gene (i.e. unaltered) • Type 2: contain the mutated gene!!!
Reports on strain improvement by mutation • Karana and Medicherla (2006)- lipase from Aspergillus japonicus MTCC 1975- mutation using UV, HNO2, NTG showed 127%, 177%, 276% higher lipase yield than parent strain respectively • Sandana Mala et al., 2001- lipase from A. niger - Nitrous acid induced mutation – showed 2.53 times higher activity.
Recombination – Protoplast fusion • Protoplasts are cells devoid of their cell walls and may be prepared by subjecting cells to the action of wall degrading enzymes in isotonic solutions. • It is a versatile tool for genetic manipulation and breeding in industrial microorganisms. • Cell fusion followed by nuclear fusion occur between protoplast and hence recombination occurs. • Protoplast fusion has been demonstrated as an efficient way to induce heterokaryon formation and recombination with high frequency (Anne and Peberdy, 1975; 1976). • Protoplast fusion in some industrially important microorganisms Streptomyces spp. (Hopwood et al., 1977) Bacillus spp. (Fodor and Alfoldi, 1976) Filamentous fungi (Ferenczyet al., 1974) Yeasts (Sipiczki and Ferenczy, 1977)
Protoplast fusion Protoplast fusion depends on the following criteria, • Lytic enzyme • Osmotic stability • Age of the mycelia • Inoculation period • Regeneration medium • Regeneration frequency • PEG concentration • Osmotic stability • Fusant formation
Types of protoplast fusion • Intraspecific hybridization • Interspecific hybridization • Intergeneric hybridization • The organism selected for fusion should be genetically related. • As the distance increases in genetic relationship between the two mating isolates, the less successful protoplast fusion will be (Anne and Peberdy, 1976).
Reports on strain improvement by protoplast fusion • Kim et al., 1998 did a comparative study on strain improvement of Aspergillus oryzae for protease production by both mutation and protoplast fusion. • UV radiation – 14 times higher yield. • Ethyl methanesulphonate – 39 times higher yield. • Protoplast fusion – using PEG and CaCl2 – 82 times higher yield.
Recombinant DNA technology • The more advanced method • to increase the yields and consistencies of enzymes. • Genetic material derived from one species may be incorporated into another where it is expressed • Increases the production of heterologous proteins by - increasing the gene expression using strong promoters - deletion of unwanted genes from the genome - manipulation of metabolic pathways.
Objectives • to get multiple copies of specific gene • to get high amounts of specific protein or product • to integrate gene of interest of one organism into another
Steps involved in rDNA process Steps involved: • Preparation of desired DNA • Insertion of desired DNA into vector DNA • Introduction of recombinant DNAs into host cells • Identification of recombinants • Expression of cloned genes
Some examples for strain improvement by rDNA technology • Sidhu et al., 1998 tried both mutagenesis and cloning in E.coli for increased production by amylase in Bacillus sp. MK716. Mutation – ethyl methane sulphonate – 40 times higher. Mutated gene – cloned in E.coli pBR322- 107 times higher yield than parent strain. • Calado et al., 2004 – cutinase enzyme – Arthrobacter simplex - 205 fold higher.
Drawbacks of rDNA technology • Genetic instability • Genetical information of the industrially employed organism is unknown • Costlier than other methods
Conclusion • The task of both discovering new microbial compounds and improving the synthesis of known ones have become more and more challenging. • Newer genetic methods have been developed to obtain higher yields. • The basic genetic information for all the organisms used industrially is not available • The steps have been taken by firms in order to gap the bridge between basic knowledge and industrial application.
Paper manufacture • Raw material: Eucalyptus grandis wood chips, Bamboo, sugarcane bagasse etc. • Chemical component: Lignin, Hemicellulose, Cellulose • Lignin - Heterocyclic phenolic polymer. • Hemicellulose - Polymer of pentoses. • Cellulose - Polymer of hexoses(glucose) • Needed component - Cellulose • Unwanted – Lignin, Hemicellulose
Conventional process • Pulping and bleaching • Pulping: Wood chips cooked in alkali(kraft pulping) or Sodium sulfite (sulfite pulping) removal of Lignin. Lignin content measured in terms of Kappa number • Bleaching: Alkali or Chlorine bleaching. Removal of hemicellulose measured in terms of brightness. • Important Parameters: Brightness, Tensile strength, Tearing ability etc.
Demerits • Cooking requires high amount of heat energy. • Cost of the chemicals and recycling of waste papers – not economical. • Environmental problem due to black liquor (lignin related compounds) and Organochlorines Hence need for alternative methodology
Bioprocess (Dr. R. Gurusami, 1997) White rot Basidiomycetous fungi Brown rot Soft rot White rot fungi posses the enzymes needed for degradation of lignin compounds : Enzymes- Lignin peroxidase(LiP), Manganase peroxidase(MnP), Laccase Aryl alcohol oxidase(AAO),Other polyphenol oxidases
Methodology • Isolation • Surface sterilised plant parts showing fructification. • Medium for growth • 2% Malt agar medium • Enzyme production medium • C - Limited medium of Janshekar and Feichter (1988)
Screening • Dye degradation (Poly R dye, Ramazole brilliant blue) • Utilization of Lignin amended in synthetic medium • Production of ethylene from KTBA (2-keto-4 thiomethyle butyric acid)
OPTIMIZATION OF CULTURE CONDITIONS • Incubation period • pH, Temperature • Carbon • Nitrogen sources • Purification of enzymes • FPLC (Fast protein liquid chromatograpy)
APPLICATIONS • Delignification and bleaching of hardwood kraft pulp(HWKP) • Deinking of waste papers • Dechlorination of chloroaromatics • Paper mill effluent treatment
Precautions • Environmental requirements during pretreatments • Sterility conditions • Necessary exposure times.
Case study 1: Thangamaniet al., 2005Intergeneric hybridization Isolation of protoplasts (fungal culture four days old ) 500mg of mycelium were washed in sterile water and osmotic stabilizer (0.6M KCl in sequence) The mycelia were then incubated in 5ml of 0.6M KCl with 5mg/ml of Novozyme for 3 h at room temp Release of protoplasts was checked at every 30 min interval Centrifuge the protoplasts(300rpm for 3 min.) Discard supernatant to remove the mycelial debris
The protoplasts pellet was suspended in osmotic stabiliser (0.6M KCL) 2ml The protoplasts were viable and was observed using Light microscope Fusion treatment 0.6M KCl centrifuged for 10min. At 700rpm at 4º C From the above 10l of protoplasts were suspended in 100 l of PEG(4000-6000-30% w/v), with 10mM CaCl2 and 50mM Glycine buffer (pH 5.8) ,and incubate 20ºC for 10min. diluted with 5ml of osmotic stabiliser . Centrifuge for 700rpm for 10 min. To the pellet added 50 l of osmotic stabiliser ,plated in the regeneration medium -minimal medium and complete medium
Table 3 Regeneration and Complementation frequencies in the cross Tramates versicolor and Polyporus leucospongia T. versicolor Mixed protoplasts of two strains P. leucospongia Regeneration on RCM Before PEG treatment After PEG treatment 30.4% 10 % 20.6% 8.2% 6.10% Regeneration on RMM BeforePEG treatment After PEG treatment 0 0 0 0 0 2% Complementation Frequency (Fc) Fc = 2.00 = 0.33% 6.10 RCM-regeneration on complete medium RMM-regeneration on minimal medium The frequency of fusion was determined as the ratio between the number of colonies formed on minimal medium and colonies formed on the same medium
Intergeneric protoplasmic fusion in basidiomycetes for strain improvement Tramates versicolor Polyporus leucospongia