Download
1 / 22
230 likes | 364 Vues
This study explores the optimization of multiple injection molding processes for producing yo-yo components at Acme Yo-Yo Company. Key findings include challenges in cooling times, shot sizes, and production rates. The analysis details the cycle times, process capacities, and issues related to mold efficiency. Recommendations for improvement focus on mold design changes, enhanced cooling techniques, and quality control measures. By addressing these factors, the goal is to increase production efficiency while maintaining high product quality across various yo-yo parts.

E N D
Acme Yo-yo Company Omar Hernandez, Alex Slocum, Jr. – Yo-Yo Base Dayan Paez – Clear Cover and Snap-fit retaining ring Kimberlee Collins & Rosa Rodriguez - Wiley Cover
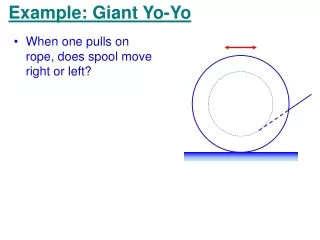
Base Optimization Optimization Order • Shot size • Cool Time • Hold Size –Sprue-break Results: • SS: 3.25 in • HT: 60 sec • CT: 90 sec Cycle time • 100 sec
Base Process Details • Process capacity • Cp = .298 • Higher since actual tolerances spec range is greater than 0.005 in. • Cycle Time • 100 seconds, steady state • Production • 125 bases producted • Some got stuck on mold • Several short shots.
Conclusion • Rate: very difficult to increase. • Problems: • Cooling Time. • 1st generation mold was too big. • Flexibility • Geometry: limited • Cooling time • Color: whatever was in the hopper. • Cost: relatively high due to low rate/large part size. • Ways quality can be increased: • Draft angles • MoldFlow™ • Address uneven cooling
Wiley Centerpiece Injection Molding Piece by Rosa Rodriguez and Kimberlee Collins
Inspiration Can you find him???
Optimization Order • Shot size • Hold time • Cool time Results • SS: 0.62 in • HT: 5 sec • CT: 9 sec “Cycle time” • 15 sec on automatic
Production • Process capacity • Cp = 8.33 • Cycle Time • 8 seconds, steady state • Number produced • 133 parts, of 3 distinct colors
Conclusion • Rate: hard to increase without another machine (2 at a time) • Flexibility • Geometry: limited • Cool time • Color: great • Cost: low due to small volume • Quality: using a ball end mill, the core finish could be improved; avoid clear plastic
Retaining Ring Injection Molding by Dayán Páez
Optimization Order • Shot size • Hold time • Cool time Results • SS: 0.70 in • HT: 3 sec • CT: 3 sec “Cycle time” • 8 sec on automatic
Process Details • Process capacity • Cp = .307 • Higher since actual tolerances spec range is greater than 0.005 in. • Cycle Time • 8 seconds, steady state • Number produced • 200 parts, of 5 distinct colors
Conclusion • Rate: hard to increase without a bigger machine (2 at a time) • Flexibility • Geometry: limited • Cool time • Color: great • Cost: low due to small volume • Quality: can be increased through use of proper equipment (e.g. CNC Lathe)
Clear Cover Thermoform by Dayán Páez
Optimization Criteria: visual quality Order • Form time • Varied between temperature and heat time. Results • Heat time: 30 sec • Form time: 15 sec • Temperature: 575 °F “Cycle time” • ~60 sec in steady state
Process Details • Process capacity • Cp = 4.71 (!) • High due to flexibility in spec range. • Cycle Time • 60 seconds, steady state • Number produced • 100 parts at 1% error
Conclusion • Rate: can best be increased by doing more at a time. • Flexibility • Plastic thickness: limited to ≤ 0.030 in • Cost: low due to small error rate • Quality: heavily dependent on operator
Overall • Integration of parts • Tight snap fit • Assembly: 50 yoyos • Functionality • Stable