Pump Vibration Incident Alert
Learn from a pump vibration incident at a gas plant, caused by shearing of instrument tubing, leading to liquid leakage. Understand potential risks, root causes, and preventive actions to enhance safety measures. Utilize this case study for HSE discussions and training sessions.

Pump Vibration Incident Alert
E N D
Presentation Transcript
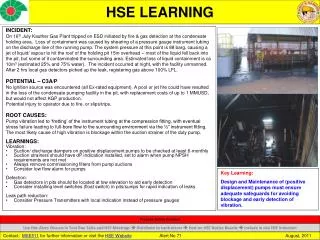
HSE LEARNING • INCIDENT: • On 16th July Kauther Gas Plant tripped on ESD initiated by fire & gas detection at the condensate holding area. Loss of containment was caused by shearing of a pressure gauge instrument tubing on the discharge line of the running pump. The system pressure at this point is 88 barg, causing a jet of liquid/ vapour to hit the roof of the holding pit 15m overhead – most of the liquid fell back into the pit, but some of it contaminated the surrounding area. Estimated loss of liquid containment is ca 10m3 (estimated 25% and 75% water). The incident occurred at night, with the facility unmanned. After 2 hrs local gas detectors picked up the leak, registering gas above 100% LFL. • POTENTIAL – C3A/P • No ignition source was encountered (all Ex-rated equipment). A pool or jet fire could have resulted in the loss of the condensate pumping facility in the pit, with replacement costs of up to 1 MMUSD, but would not affect KGP production. • Potential injury to operator due to fire, or slips/trips. • ROOT CAUSES: • Pump vibration led to ‘fretting’ of the instrument tubing at the compression fitting, with eventual stress failure leading to full-bore flow to the surrounding environment via the ½” instrument fitting. The most likely cause of high vibration is blockage within the suction strainer of the duty pump. • LEARNINGS: • Vibration: • Suction/ discharge dampers on positive displacement pumps to be checked at least 6-monthly • Suction strainers should have dP indication installed, set to alarm when pump NPSH requirements are not met • Always remove commissioning filters from pump suctions • Consider low flow alarm for pumps • Detection: • Gas detectors in pits should be located at low elevation to aid early detection • Consider installing level switches (float switch) in pits/sumps for rapid indication of leaks • Leak path reduction: • Consider Pressure Transmitters with local indication instead of pressure gauges Key Learning: Design and Maintenance of (positive displacement) pumps must ensure adequate safeguards for avoiding blockage and early detection of vibration. Process Safety Incident Use this Alert: Discuss in Tool Box Talks and HSE Meetings Distribute to contractors Post on HSE Notice Boards Include in site HSE Induction Contact: MSE511 for further information or visit the HSE Website Alert No 71 August, 2011