Statistical Process Control
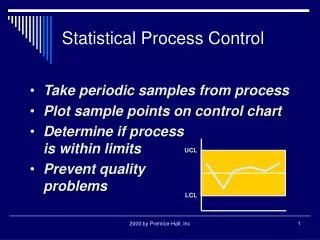
Statistical Process Control. Overview. Variation Control charts R charts X-bar charts P charts. Statistical Quality Control (SPC). Measures performance of a process Primary tool - statistics Involves collecting, organizing, & interpreting data Used to:

Statistical Process Control
E N D
Presentation Transcript
Overview • Variation • Control charts • R charts • X-bar charts • P charts
Statistical Quality Control (SPC) • Measures performance of a process • Primary tool - statistics • Involves collecting, organizing, & interpreting data • Used to: • Control the process as products are produced • Inspect samples of finished products
Bottling Company • Machine automatically fills a 20 oz bottle. • Problem with filling too much? Problems with filling to little? • So Monday the average is 20.2 ounces. • Tuesday the average is 19.6 ounces. • Is this normal? Do we need to be concerned? • Wed is 19.4 ounces.
Natural Variation • Machine can not fill every bottle exactly the same amount – close but not exactly.
Assignable variation • A cause for part of the variation
SPC • Objective: provide statistical signal when assignable causes of variation are present
Control Chart Types Continuous Numerical Data Categorical or Discrete Numerical Data Control Charts Variables Attributes Charts Charts R P C X Chart Chart Chart Chart
Measuring quality • Characteristics for which you focus on defects • Classify products as either ‘good’ or ‘bad’, or count # defects • e.g., radio works or not • Categorical or discrete random variables Attributes Variables • Characteristics that you measure, e.g., weight, length • May be in whole or in fractional numbers • Continuous random variables
Control Chart Purposes • Show changes in data pattern • e.g., trends • Make corrections before process is out of control • Show causes of changes in data • Assignable causes • Data outside control limits or trend in data • Natural causes • Random variations around average
Steps to Follow When Using Control Charts TO SET CONTROL CHART LIMITS • Collect 20-25 samples of n=4 or n=5 a stable process • compute the mean of each sample. • Calculate control limits • Compute the overall means • Calculate the upper and lower control limits.
Steps to Follow When Using Control Charts - continued TO MONITOR PROCESS USING THE CONTROL CHARTS: • Collect and graph data • Graph the sample means and ranges on their respective control charts • Determine whether they fall outside the acceptable limits. • Investigate points or patterns that indicate the process is out of control. Assign causes for the variations. • Collect additional samples and revalidate the control limits.
Control Charts for Variables Glacier Bottling • Manage at Glacier Bottling is concerned about their filling process. In particular, they want to know whether or not the machines are really filling the bottles with 16 ounces. • Create an Xbar chart that will be used to monitor the process. • Collected data for 25 days. Each day, pulled 4 bottles from the filling line and measured the amount in the bottle.
Glacier Bottling Remember: There are 25 samples of size 4 to calculate the control limits. We are doing the first 5 right now…
Glacier Bottling 16.02 – 15.83 = 0.19
R = 0.29 UCLR = D4R LCLR = D3R Glacier Bottling R-Charts
Control Chart Factors Factor for UCL Factor for Factor Size of and LCL for LCL for UCL for Sample x-Charts R-Charts R-Charts (n) (A2) (D3) (D4) 2 1.880 0 3.267 3 1.023 0 2.575 4 0.729 0 2.282 5 0.577 0 2.115 6 0.483 0 2.004 7 0.419 0.076 1.924 This chart is in your text and will be provided for exams if needed.
R = 0.29 UCLR = D4R LCLR = D3R Glacier Bottling R-Charts D4 = 2.282 D3 = 0 UCLR = 2.282 (0.29) = 0.654 ounce LCLR = 0(0.29) = 0 ounce
R = 0.29 UCLR = D4R LCLR = D3R Glacier Bottling R-Charts D4 = 2.282 D3 = 0 UCLR = 2.282 (0.29) = 0.654 ounce LCLR = 0(0.29) = 0 ounce
Glacier Bottling (15.85+16.02+15.83+15.93)/4 = 15.908
Glacier Bottling (16.12+16.00+15.85+16.01)/4 = 15.995
RBar = 0.29 ounce XBarBar = 15.9469 ounces
p Chart • Shows % of nonconforming items • Attributes control chart • Nominally scaled categorical data • e.g., good-bad
p Chart Control Limits z = 2 for 95.5% limits; z = 3 for 99.7% limits # Defective Items in Sample i Size of sample i
HOMETOWN BANK Hometown Bank The operations manager of the booking services department of Hometown Bank is concerned about the number of wrong customer account numbers recorded by Hometown personnel. Each week a random sample of 2,500 deposits is taken, and the number of incorrect account numbers is recorded. The records for the past 12 weeks are shown in the following table. Is the process out of control? Use 3-sigma control limits.
UCLp = p + zp LCLp = p - zp p = p(1 - p)/n Control Charts for Attributes Sample Wrong Number Account Number 1 15 2 12 3 19 4 2 5 19 6 4 7 24 8 7 9 10 10 17 11 15 12 3 Total 147 Hometown Bank n = Total defectives Total observations p =
n = 2500 p = 0.0049 UCLp = p + zp LCLp = p – zp p = p(1 – p)/n Control Charts for Attributes Hometown Bank
n = 2500 p = 0.0049 UCLp = p + zp LCLp = p – zp Control Charts for Attributes Hometown Bank p = 0.0049(1 – 0.0049)/2500
n = 2500 p = 0.0049 UCLp = p + zp LCLp = p – zp Control Charts for Attributes Hometown Bank p = 0.0014
n = 2500 p = 0.0049 UCLp = 0.0049 + 3(0.0014) LCLp = 0.0049 – 3(0.0014) Control Charts for Attributes Hometown Bank p = 0.0014
n = 2500 p = 0.0049 UCLp = 0.0049 + 3(0.0014) LCLp = 0.0049 – 3(0.0014) Control Charts for Attributes Hometown Bank Why 3? 3-sigma limits Also to within 99.7% p = 0.0014
n = 2500 p = 0.0049 UCLp = 0.0091 LCLp = 0.0007 Control Charts for Attributes Hometown Bank p = 0.0014
p-Chart Wrong Account Numbers
Which control chart is appropriate? • Webster Chemical Company produces mastics and caulking for the construction industry. The product is blended in large mixers and then pumped into tubes and capped. • Webster is concerned whether the filling process for tubes of caulking is in statistical control. The process should be centered on 8 ounces per tube. Several samples of eight tubes are taken and each tube is weighed in ounces.
Which control chart is appropriate? • A sticky scale brings Webster’s attention to whether caulking tubes are being properly capped. If a significant proportion of the tubes aren’t being sealed, Webster is placing their customers in a messy situation. Tubes are packaged in large boxes of 144. Several boxes are inspected. The number of leaking tubes in each box is recorded.