Statistical Process Control
Statistical Process Control. Control charts. Quality. Quality is an old concept Artisan’s or craftsmen’s work characterised by qualities such as strength, beauty or finish. In mass production, reproducibility is a big issue Particularly dimensions of component parts

Statistical Process Control
E N D
Presentation Transcript
Statistical Process Control Control charts
Quality • Quality is an old concept • Artisan’s or craftsmen’s work characterised by qualities such as strength, beauty or finish. • In mass production, reproducibility is a big issue • Particularly dimensions of component parts • Quality was obtained through complete inspection • In 1931, Walter Shewhart published ‘Economic Control of Quality of Manufactured Product ‘ • Foundation of modern Statistical Process Control (SPC)
Process variability • Basketball player shoots 100 FT/day • Typical sequence 84/100, 67/100, 77/100 • All processes have this type of variability • Process variation has two components: • Natural variation, common cause or system variation (fluctuates around long run %) • Special cause or assignable cause variation (e.g. player has hand injury)
Common causes • Inappropriate procedures. • Poor design. • Poor maintenance of machines. • Lack of clearly defined standard operating procedures. • Poor working conditions,e.g. lighting, noise, dirt, temperature, ventilation. • Machines not suited to the job. • Substandard raw materials. • Measurement error. • Vibration in industrial processes. • Ambient temperature and humidity. • Insufficient training. • Normal wear and tear. • Variability in settings. • Computer response time • Deming – 85-94% of problems are common cause • System is the responsibility of management
Special causes • Operator absent. • Poor adjustment of equipment. • Operator falls asleep. • Faulty controllers. • Machine malfunction. • Computer crashes. • Poor batch of raw material. • Power surges. • Workforce responsibility • Can be addressed in the short term
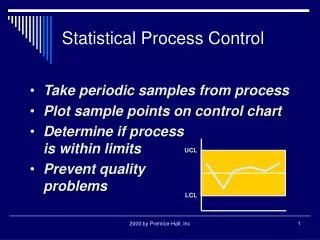
Basic idea of control charting • Draw samples from process of interest at a sequence of time points • Choose a statistic, such as sample mean or sample proportion to describe state of process • Values of statistic plotted against time
Example: Monitoring thermostat production • 4 thermostats per hour sampled from assembly line and tested • Test temperature = 75. • Past experience shows thermostat response varies from test temp with s.d. = 0.5. • How should monitoring be done?
Control chart format • Center line = aim of process = m • Control limits = range of normal operation • Control limits decided by common cause variability (s)
Identifying special causes • Limits chosen to make excursions rare (e.g. 1 in 1000) • Many other ways in which process can be out of control
Setting control limits(m,s, known) • e.g. Monitoring hourly averages UCL = m+3s/n = 75 +3 x 0.5/ 4 = 75.75 LCL = m+3s/n = 75 - 3 x 0.5/ 4 = 74.25 m+3s/n m 1 4 m-3s/n 3 2
Estimating process parameters • Need to know common cause variability (for limits) • Special causes will disturb estimate of variability • Observations close in time are likely to differ in only common cause variation • Choose a rational subgroup of observations 1 4 3 2
Within subgroup variation • Common cause variation (s) = variability within subgroups • Estimate s from within subgroup standard deviation (S) • E(S) = ans n 2 3 4 5 6 7 8 9 10 an.780 .886 .921 .940 .952 .959 .965 .969 .973 • If we have k subgroups, we pool s.d.’s to get overall estimate:
Between subgroup variation • Variability across (between) subgroups is given by changes in subgroup means • Changes in subgroup mean are measured relative to process mean (m if known) • A point lies outside control limits when its between subgroup variation is large. • We conclude that this is due to a special cause
Example: Monitoring measurement process • Testing Measurement method for chemical assay (% solids in chemical) • Take a sample. Split into 3 parts. Make 3 separate measurements. • 17 different samples.All from same source. • What is being measured?
1 9.0 0.40 0.21 2 0.50 3.1 1.00 3 0.96 1.80 6.5 4 1.50 0.81 6.6 5 7.6 1.00 0.55 6 7 6.3 1.07 1.90 8 0.10 0.20 7.6 9 6.7 1.11 2.20 10 0.58 7.0 1.00 11 12 0.36 5.0 0.70 13 6.3 0.42 0.80 14 0.74 1.40 7.0 15 0.66 1.30 6.4 16 17 0.97 6.0 1.90 6.5 1.60 0.90 5.6 0.56 1.10 1.20 7. 0.67 8.8 4.3 5.8 7.5 8.2 5.1 7.5 6.6 6.3 4.9 6.0 7.6 7.0 5.8 7.5 5.0 7.5 9.2 3.3 6.1 6.2 7.3 7.0 7.7 7.9 7.3 4.7 6.2 7.3 6.5 7.1 5.9 6.1 6.3 9.1 3.8 7.6 6.0 7.2 6.9 7.6 5.7 7.3 5.4 6.8 6.2 5.7 5.2 6.0 5.7 7.4 Measurement process for chemical assays Data from 17 samples Average Standard Deviation (s) Range (R)
Calculation of control limits • First estimate process mean: • Then estimate process s.d.: Sometimes range in used : E(R) = bns
Control chart for measurement data • Solid evidence process in not in control
Need to take immediate action Common types of special causes • Point out of limits • Run of points above or below centerline
Common types of special causes • run of points going up or down • Repetitive patterns observed
Use of control charts • Charts can be done manually or automatically • Crucial: What happens next? • Control charts don't improve processes, people do • Incidents need to be recorded in real time • Need to track down root cause and remove it • Don’t confuse specification limits with control charts • Specifications – what is desirable • Control limits – what is currently possible • Specifications pertain to individual items • Control limits pertain to averages
Effectiveness of control charts • Two types of mistakes possible • Type I error: Stopping the process when it is in control. • In American or Japanese system: In British system:
Type II errors = 1- Power • Not stopping the process when it is out of control (e.g. process mean has shifted) • m = m0 + Ds
Average Run Length (ARL) • ARL = (Avg.) time needed to identify an out-of-limits signal If process is in control, p = a
ARL for out of control process • If process is out of control,e.g. m = m0 + Ds • p = 1- b; E(Y) = 1/p, e.g. • Chart takes very long to detect is shift is small • CUSUM charts have shorter ARL
Full SPC cycle • Identify special causes of variation • Bring process into statistical control • Reduce common cause effects through process improvement (narrow control limits towards centerline)
Control Charts for Process Variation • X bar charts look to control the central tendency of a process • Equally important to control the process variation • Many practitioners first control variation and then location • Variation measured by S (historically R)
Sampling distribution of s2 • What is it’s sampling distribution ? • Sums of squares of i.i.d normals are chi-squared with as many d.f. as there are terms.
Control limits for S chart • E(S2) = s2 (S2 is an unbiased estimator of s2) • V(S) = E(S2) – (E(S))2 = s2 – (ans)2 Normal approx: