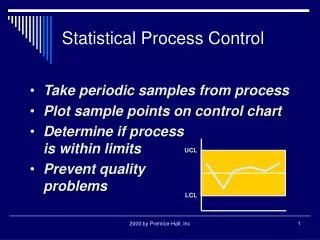
Statistical Process Control
Statistical Process Control. Production and Process Management. Where to Inspect in the Process. Raw materials and purchased parts – supplier certification programs can eliminate the need for inspection

Statistical Process Control
E N D
Presentation Transcript
Statistical Process Control Production and Process Management
Where to Inspect in the Process • Raw materials and purchased parts – supplier certification programs can eliminate the need for inspection • Finished goods – for customer satisfaction, quality at the source can eliminate the need for inspection • Before a costly operation – not to waste costly labor or machine time on items that are already defective • Before an irreversible process – in many cases items can be reworked up to a certain point, beyond that point • Before a covering process – painting can mask deffects
Process stability and process capability • Statistical process control (SPC) is used to evaluate process output to decide if a process is „in control” or if corrective action is needed. • Quality Conformance: does the output of a process conform to specifications • These are independent
Variation of the process • Random variation (or chance) – natural variation in the output of a process, created by countless minor factors, we can not affect these factors • Assignable variation – in process output a variation whose cause can be identified. • In control processes – contains random variations • Out of control processes – contains assigneable variations
Sampling distribution vs. Process distribution • Both distribution have the same mean • The variability of the sampling distribution is less than the variability of the process • The sampling distribution is normal even if the profess distribution is not normal • Central limit theorem: states thet the sample size increase the distribution of the sample averages approaches a normal distribution regardless of the shape of the sampled distribution
In the case of normal distribution • 99,74% of the datas fall into m± 3 σ • 95,44% of the datas fall into m± 2 σ • 68,26% of the datas fall into m± 1 σ • If all of the measured datas fall into the m± 3 σ intervall, that means, the process is in control.
Sampling • Random sampling • Each itemhas the same probability to be selected • Most common • Hard to realise • Systhematic sampling • According to time or pieces • Rational subgoup • Logically homogeneous • If variation among different subgroups is not accounted fo, then an unawanted source of nonrandom variation is being introduced • Morning and evening measurement in hospitals (body temperature)
Variables – generate data that are measured (continuus scale, for example length of a part) • Attributes – generate data that are counted (number of defective parts, number of calls per day)
Control limits • The dividing lines between random and nonrandom deviation from the mean of the distribution • UCL – Upper Control limit • CL – Central line • LCL – lower Control limit • This is counted from the process itself. It is not the same as specification limits!
Specification limits • USL – Upper specification limit • LCL – lower specification limit • These reflect external specifications, and determined in advance, it is not counted from the process.
Hypothesis test • H0 = the process is stable
Type I error – concluding a process is not in control when it is actually is – producers risk – it takes unnecessary burden on the producer who must searh fot something is not there • Type II error – concluding a process is in control when it is actually not – customers risk – because the producer didn’t realise something is wrong and passes it on to the costumer
and R – mean and range chart • Sample size – n=4 or n=5 can be handled well, with short itervals, • Sampling freuency – to reflec every affects as chenges of shifts, operators etc. • Number of samples – 25 or more
mean • range • n is the sample size • Means of samples’ means • Means of ranges • m is the number of samples
Control limits A2, D3, D4 are constants and depends on the sample size
Control charts for attributes • When the process charasterictic is counted rather than measured • p-chart – fraction of defective items in a sample • c-chart – number of defects per unit
p-chart • p-average fraction defective in the population • P and σ can be counted from the samples • min 25 samples • Big samlpe size is needed (50-200 pieces) – n • Number of defective item –np • If the LCL is negativ, lower limit will be 0.
z=3,00 • p=220/(20*100)=0,11 • σ=(0,11(1-0,11)/100)1/2=0,03 • UCL=0,11+3*0,03=0,2 • LCL=0,11-3*0,3=0,02
c-chart • To control the occurrences (defects) per unit • c1, c2 a number of defects per unit, k is the number of units
Run test • Determine • Runs up and down (u/d) • Above and below median (med) • Count the number of runs and compared with the number of runs that would be expected in a completely random series. • E(r)med=N/2+1 • E(r)u/d=(2N-1)/3 , ahol N number of observations or data points, E(r) expected number of runs • Determine the standard deviation • Too few or too maní runs can be an indication of nonrandomness • Meghatározni a z értékeket: • Z=(observed number of runs-expected number of runs)/standard deviation • counted z must be fall into the interval of (-2;2) to accept nonrandomness (this means that the 95,5% of the time random process will produce an observed number of runs within 2σ of the expected number)
It can be (-1,96;1.96) 95% of time Or (-2,33;2,33) 98% of time
Solution • E(r)med=N/2+1=20/2+1=11 • E(r)u/d=(2N-1)/3=(2*20-1)/3=13 • σmed=[(N-1)/4]1/2=[(20-1)/4]1/2=2,18 • σu/d= =[(16N-29)/90]1/2 =[(16*20-29)/90]1/2=1,80 • zmed=(10-11)/2,18=-0,46 • Zu/d=(17-13)/1,8=2,22 • Although the median test doesn’t reveal any pattern, the up down test does.
Index of process capability • CP (capability process) – it refers to the inherent variability of process output relative to the variation allowed by designed specifications • the higher CP the best capablity • I the case of CP>1 the process can fulfill the requirements • It make sense when the process is centered
Process capability when process is not centered • - means of samples’ means • - standard deviation
Process capability when process is not centered II • When sampling is not achievable, than for the total population
USL LSL Cp=1 Cpk=1 6σ
When the process is not centered the is the fault of operator but when standard deviation is higher than the tolerance limit, managers must interfer in a new machine is needed ,
Exercise • For an overheat projector, the thickness of a component is specified to be between 30 and 40 millimeters. Thirty samples of components yielded a grand mean ( ) 34 mm, with a standard deviation ( ) 3,5 mm. Calculate the process capability index by following the steps previously outlined. If the process is not highly capable, what proportion of product will not conform?
Solution • Cpu=(40-34)/3*3,5=0,57 • Cpl=(34-30)/3+3,5=0,38 • Cpk=0,38 • Process is out of control • To determine number of products use table of normal distribution • Z=(x-)/ =(30-34)/3,5=-1,14 • Z=40-34/3,5=1,71 • 0,1271+0,0436=0,1707 17,07% of products doesn’t meet specification