Statistical Process Control Workshop
Statistical Process Control Workshop. An Introduction to the Principles behind SPC. Ilca Croufer. Workshop Outline. 1. Statistical Process Control a ) Definition b) Benefits & Tools 2. Process a) Definition b) Common & Special Cause Variation 3. Statistics Revision


Statistical Process Control Workshop
E N D
Presentation Transcript
Statistical Process Control Workshop An Introduction to the Principles behind SPC Ilca Croufer
Workshop Outline 1. Statistical Process Control a) Definition b) Benefits & Tools 2. Process a) Definition b) Common & Special Cause Variation 3. Statistics Revision a) Mean, Variance and Standard Deviation b) Normal Distribution 4. Control Charts 5. Control Chart Construction 6. Examples of Root Cause Analysis Techniques a) 5 Whys b) Fishbone Diagram
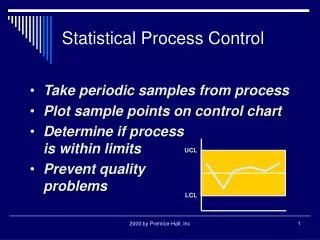
Statistical Process Control (SPC) Statistical process control (SPC) is a methodology focused on quality control and improvement, using data analysis It consists of using valid statistical data analysis to determine and eliminate variation due to assignable causes. It is based on the following principles: - measuring the process - identifying and eliminating unusual variation - improving the process to its best target value - monitoring the process performance over time
Benefits of Statistical Process Control Process improvement In-depth management decision making Better understanding of process performance Establish process baselines Better control on variables that impact a process Gain More predictability
Examples of Tools used in SPC Histograms Scatter Diagrams Run Charts Pareto Charts Control Charts
Process & Variation An activity which transforms inputs into outputs; (F(x) = Y) X f(X) Y Example: making a cup of tea, baking a cake, getting to work, etc. Any process will have a certain degree of variation; some variation will be inherent to the process, some will not. Variation in a Process = Common Cause Variation + Special Cause variation INPUTS ACTIVITY OUTPUTS
Common Cause vs Special Cause Variation Common Cause Variation: - Irregular variation within an historical experience base - Naturally present within the system - Usually insignificant and predictable Special Cause Variation - Variation outside the historical experience base - Assignable to a root cause - Usually significant and unpredictable
Statistics Revision I Distribution: arrangement of values of a variable showing their observed or theoretical frequency of occurrence. E.g.: 21 25 33 33 45 47 51 55 55 61 A distribution is usually characterised by its mean, standard deviation and shape In Statistics, different types of distribution exist, with the Normal Distribution being the most well-known and commonly used.
Statistics Revision II Mean = ∑ (sum of observed values) Number of observations Variance = ∑ (observed value – mean)2 Number of observations Standard Deviation ( ) = √ (Variance)
Example II Consider the following distribution: 11, 17,25, 28, 34 Calculate the mean, variance and standard deviation.
Example II - Solution Mean = (11+17+25+28+34) = 23 5 Variance = (11-23)2+(17-23)2+(25-23)2+(28-23)2+(34-23)2 = 66 5 Standard Deviation = √66 = 8.12
Exercise I - Solution Mean = (1.0+0.8+0.8+1.2) = 0.95 4 Variance = (1.0-0.95)2+(0.8-0.95)2+(0.8-0.95)2+(1.2-0.95)2 = 0.0275 4 Standard Deviation = √0.0275 = 0.17
Normal Distribution Curve Bell-shaped curve Symmetrical around the mean Defined by its mean and standard deviation 68.3% of data found within one standard deviations away from the mean 95.5% of data found within two standard deviations away from the mean 99.7% of data found within three standard deviations away from the mean
Control Charts Statistical tool used to monitor the stability of a process over time Key features: - UCL (Upper Control Limit) = mean + 3*sigma - LCL (Lower Control Limit) = mean – 3*sigma - central line (mean of data set) A process is said to be in control when data points fall within limits of variation (i.e.: between Upper and Lower Control Limits)
Some Control Chart Rules Rule1: Any point falls beyond 3 sigma from the centre line Rule2: Two out of three consecutive points fall beyond 2 sigma on the same side of the centre line Rule3: Four out of five consecutive points fall beyond 1 sigma on the same side of the centre line Rule4: Nine or more consecutive points fall on the same side of the centre line
Exercise III – Part I Consider the next set of control charts and identify whether the process is “in-control” or “out of control”: (a) (b)
Exercise III – Part II (c) (d)
Type I & Type II Errors Type I errors occur when a point falls outside the control limits even though no special cause is operating. Type II errors occur when you miss a special cause because the chart isn't sensitive enough to detect it All process control is vulnerable to these two types of errors.
Control Charts & Data Types Control charts can measure two types of data: - Continuous Data(can be measured) E.g.: temperature, volume, weight, height, time - Discrete Data(can be counted) E.g.: How many people in this room? How many defects in an inspected unit? There are different control charts to choose from depending on what data is available.
Data Collection Before assessing the stability of a process over time using control charts, it is important to identify the type of data at hand, and how to consistently collect and validate it: 1. Decide what to collect: what metrics? 2. Determine the needed sample size 3. Identify source/location of data 4. Is the data in a useable form? 5. Identify how to collect the data consistently and validate it 6. Decide who will collect the data 7. Consider what you’ll have to do with the data (sorting, graphing, calculations) 8. Execute your data collection plan
Root Cause Analysis – 5 Whys 5 Whys: a problem solving tool that helps understand the root cause of a problem. The 5 Whys technique is usually very quick and focused. Key Points: The 5 Whys strategy is an easy and often-effective tool for uncovering the root cause of a problem. Because it's simple, you can adapt it quickly and apply it to almost any problem. However, it is important to remember, if an intuitive answer is hard to find, then other problem-solving techniques may need to be considered.
Root Cause Analysis – Fishbone Diagram Fishbone diagrams: diagram-based technique, which combines brainstorming with a type of mind map, and forces to consider all possible causes of a problem, rather than just the ones that are most obvious. Fishbone diagrams encourage broad thinking. Key Points: 1. Identify the problem. 2. Work out the major factors involved. 3. Identify possible causes. 4. Analyse your diagram.
Conclusion When used correctly, control charts are powerful instruments that can give you visual understanding on the stability of your process Control charts cannot tell you what is wrong with your process, they can only let you know when something in your process has changed Control charts can confirm the impact of process improvement activities
Thank you for attending Ilca Croufer icroufer@idbs.com 2 Occam Court Surrey Research Park Guildford, Surrey GU2 7QB Tel: +44 1483 595 000