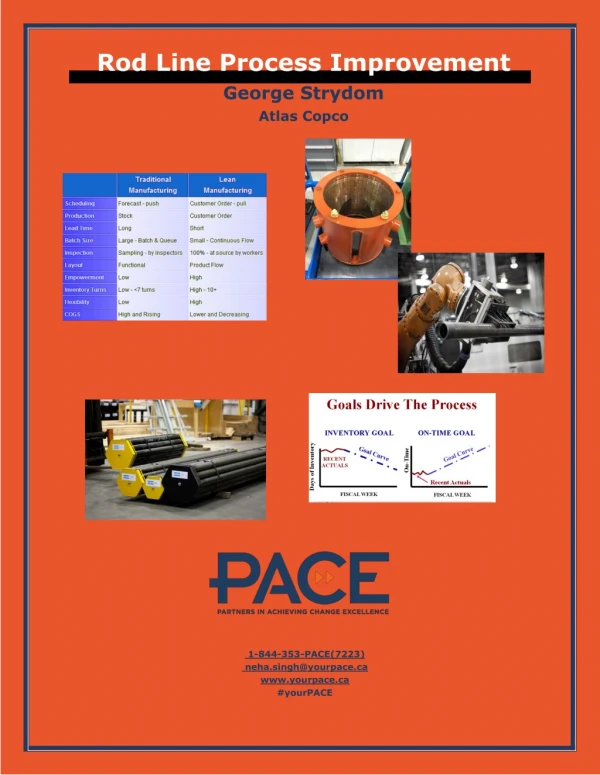
Rod Line Process Improvement
George Strydom, Production Flow Manager at Atlas Copco used the four phases of Timelined consulting Inc.’s lean methodology, Launch, Explore, Achieve and Normalize, in order to identify and eliminate waste in multiple areas of their Rod production line.

Rod Line Process Improvement
E N D
Presentation Transcript
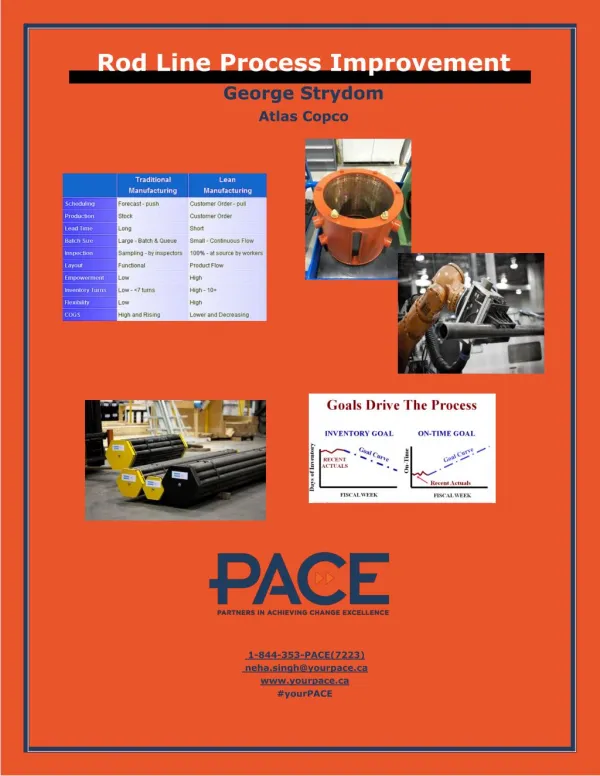
Rod Line Process Improvement George Strydom Atlas Copco 1-844-353-PACE(7223) neha.singh@yourpace.ca www.yourpace.ca #yourPACE
EXECUTIVE SUMMARY George Strydom, Production Flow Manager at Atlas Copco used the four phases of Timelined Consulting Inc.’s lean methodology, Launch, Explore, Achieve and Normalize, in order to identify and eliminate waste in multiple areas of their Rod production line. Using this four phased approach to identifying and addressing challenges in the manufacturing process allowed them to quickly and efficiently reduce the time it took to get orders filled and sent out to customers. Allowing for more orders to be filled on time and resulting in happy customers. It was found that the average production of Rods was 5449pc/mnt with a Maximum of 8444 and a Minimum of 3548. GOAL The goal was to improve the throughput capacity by at least 30% with process or flow improvements, reduce PK cost by 10 – 20% per piece and increase through put by 30% as well as reduce the movement of people and machinery 25% CHALLENGE ACTIONS AND RESULTS For this project the challenge was that the rod production had specific bottlenecks in the manufacturing line that required immediate attention for improvement. There were multiple areas where the production line could improve in order to increase capacity. Using a series of PDSA (Plan Do Study Act) cycles and contious updates and analysis of the data, the rod production line was made more efficient with the improvements identified below: When the problem was investigated using lean tools such as a project charter, a root cause analysis, a spaghetti chart, Atlas Copco was able to identify that 23% of orders were delivered late because of Unexpected large orders, Heat Treat capacity and the 5ft (Manual) & 10ft mix (Robot Cell) Capacity. The new average production is 7,970 pc’s/mnt which is a 46% improvement, with a maximum of 12,000 and a minimum of 5000 pc/mnt each having an improvement of over 40% as shown below. BACKGROUND PRE-IMPROVEMENT ANALYSIS After exploring the reasons the possible reasons why the production line was not as efficient as it could be, a clear set of goals were outlined for the project.