Control chart for Variabel
Control chart for Variabel. Mei Allif, ST, M.Eng Universitas Islam Indonesia. Tujuan pembelajaran. 1.Memahami pengertian dan manfaat peta pengendalian kualitas proses statistik untuk data variabel

Control chart for Variabel
E N D
Presentation Transcript
Control chart for Variabel Mei Allif, ST, M.Eng Universitas Islam Indonesia
Tujuan pembelajaran 1.Memahami pengertian dan manfaat peta pengendalian kualitas proses statistik untuk data variabel 2. Mampu menerapkan peta pengendalian kualitas proses statistik untuk data variabel dalam kasus dan soal-soal
Pengendalian statistik untuk data variabel sering disebut juga dengan metode peta pengendali (control chart) untuk data variabel. metode ini untuk menggambarkan variasi (penyimpangan)
Control chart Spesific case TIDAK STABIL Di luar control Out of statistical control Ada/tidak variasi (penyimpangan) Control chart variabel in of statistical control Di dalam control KEPUASAN PELANGGAN Batas spesifikasi Proses STABIL
Menurut besterfield (1998) manfaat pengendalian kualitas data variabel memberikan informasi : 1. perbaikan kualitas 2. menentukan kemapuan proses setelah perbaikan kualitas tercapai 3. membuat keputusan yg terkait spesifikasi produk. 4. membuat keputusan yang terkait dgn proses produksi 5. membuat keputusan baru terkait dgn produk yg dihasilkan
Langkah-langkah control chart data variabel (besterfield, 1998) • Pemilihan karakteristik kualitas (berat, panjang, waktu, dst) • Pemilihan sub kelompok • Pengumpulan data • Penentuan garis pusat (center line) dan control limits • Penyusunan revisi terhadap garis pusat dan batas-batas pengendalian • Interpretasi terhadap pencapaian tujuan
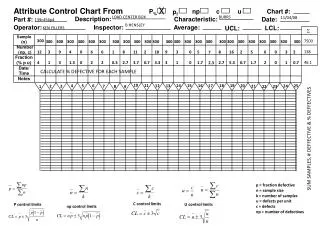
Ukuran sampel menurut ANSI/ASQC Z1.9 – 1993, Inspeksi Normal, level 3
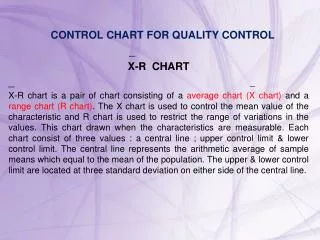
Peta kendali rata-rata (x-bar) Fungsi : - Untuk melihat apakah proses masih dalam batas pengendalian atau tidak? - untuk melihat apakah rata-rata produk yang dihasilkan sesuai dengan standar pengendalian yang digunakan oleh perusahaan.
Peta kendali range (R) Fungsi : - Untuk mengetahui tingkat keakurasian atau ketepatan proses yang diukur dengan mencari range dari sampel yang diambil dari observasi
Garis pusat (mean) dan Range = rata2 pengukuran utk tiap observasi = garis pusat utk peta pengendalian rata-rata R = Xmax – Xmin = range data sampel pada setiap kali observasi =garis pusat untuk peta pengendali range
Batas pengendali 3σ utk peta pengendali rata2 (mean chart) adalah : , dimana Batas pengendali X-bar chart adalah : Dapat dilihat pada kolom A2 tabel 4.3
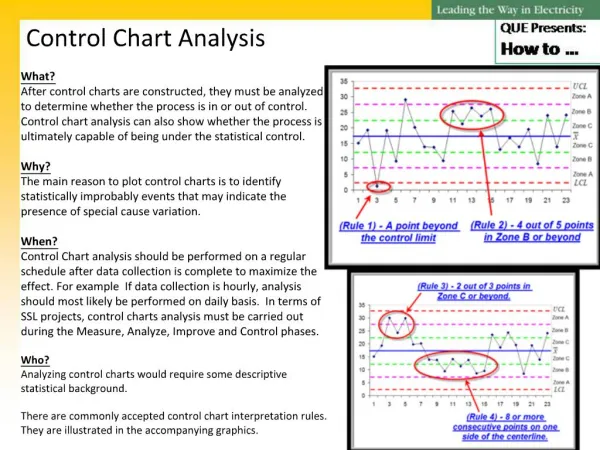
Peta control X-bar (6 sigma) Peta control R (6 sigma) Peta control x-bar (1 sigma) Peta control R (1 sigma)
Peta kendali range karena BPA R = R-bar . D4 BPB R = R-bar . D3
Cp = (USL-LSL)/6s s = R-bar / d2 Cpk = min (CPL, CPU), dimana : CPL = (X-double bar – LSL)/ 3(R-bar/d2) CPU = (USL-X-double bar)/ 3(R-bar/d2) Kriteria penilaian : Jika Cp > 1.33 maka kapabilitas proses baik 1.00 <= Cp <= 1.33 kapabilitas proses baik namun perlu pengendalian ketat apabila Cp < 1 Cp < 1.00 kapabilitas proses rendah, shg perlu ditingkatkan performansinya melalui perbaikan proses itu/
Produk Produksi Baik Dekat dengan center line In statistical control
Data keluar dari batas kontrol Data keluar dari batas kontrol
Peta kendali rata-rata dan standar deviasi • Peta kendali standar deviasi digunakan untuk mengukur tingkat keakurasian proses. • Penggunaan peta kendali standar deviasi bersamaan dengan penggunaan peta kendali rata-rata
S = standar deviasi data untuk setiap kali observasi = garis pusat (centerline) utk peta kendali satndar deviasi
Sekarang cari BPA dan BPB untuk x dan Rnya dan cari S (standar deviasi) (3 sigma) TUGAS …. Dikumpul minggu depan…. Disertakan gambar grafiknya… di ketik………..
TUGAS Cari jurnal tentang Peta Control Variabel (Study KAsus) Buat Tulisan Analisanya Min 3 lembar kwarto max 5 lembar