Download

1 / 17
180 likes | 424 Vues
A Technology Service and Solutions Company. Fabrication and Testing of Thin-Film Igniter Bridge. Contact: Dr. Azad Siahmakoun Director, MiNDS Facility Rose -Hulman Institute of Technology. June 30, 2009. Outline. Problem Statement Circle Thin Film Igniters Resistance Testing and Analysis

E N D
A Technology Service and Solutions Company Fabrication and Testing of Thin-Film Igniter Bridge Contact: Dr. Azad Siahmakoun Director, MiNDS Facility Rose-HulmanInstitute of Technology June 30, 2009
Outline • Problem Statement • Circle Thin Film Igniters • Resistance Testing and Analysis • Temperature Testing and Distribution • Comparison to Filament Igniters • Optimization and Performance Experimentation • Line Thin Film Igniters • Resistance Testing and Analysis • Temperature Testing and Distribution • Reuse methods • Conclusions
Problem Statement Optimize reliability of bridge deposited across igniter terminals • Constraints • PVD Method: Sputtering • Material: 80/20 Nickel Chrome (Nichrome) • Deposition process must be repeatable • Pass No-Fire test (does not reach 350o C @ 1 A) • Pass All-Fire test (reach 350o C within 20 ms when 3.5 A is applied)
Circle Thin Film Igniters • Based off Phase 1 results, circle shaped thin film igniters were concluded to have the lowest variation in resistance and highest probability of passing both no-fire and all-fire conditions. • More than 20 sets of circle igniters were created to optimize thickness and sputtering conditions and were used to test various ideas on improving performance. • Final results showed that the circle igniters required a thickness of 2.4 µm to obtain the 1.0 ± 0.1 ohm requirement and passed the no-fire condition, however, they could not meet the all-fire condition.
Optimum Circle Igniter Resistances Optimum 1 Ohm NiCr circle igniters made at Odyssian Optimum 1 Ohm circle NiCr igniters deposited at RHIT
No-Fire Temperature Curves of Circle Igniters No-fire test, 1 A for 5 minutes, for both optimum circle igniters from RHIT and Odyssian show a maximum temperature of only 150o C, well below the ignition temperature of 350o C
All-Fire Results Optimum 1 ohm circle igniters fail all-fire condition, taking over 200 ms to heat up to 350o C when 3.5 A is applied
EP Filament Igniters Temperature curve of filament igniter burning out when 1 A is applied, showing failure of no-fire condition. Since proven to pass no-fire tests at EaglePicher, results suggest ignition powder has a big influence on thin film temperature compared to testing in an open environment. Temperature trend as current increases, shows filament igniter hitting 350o C at 0.80 A and circle igniter hitting 350o C at 1.45 A
Thermal Distribution Imaging Thermal images from IR camera used to create temperature curves Visual examples of burn patterns on circle thin film igniters
Sputtering optimization Final thickness depends on location of igniter on mask, middle ring gives desired thickness Lower pressure/more ideal vacuum gives lower resistance and less defects Tested possible performance improvements Annealing: increases resistance, can cause cracking and peeling of thin film Surface smoothing: filling surface pores with PMMA, resulted in adhesion problems of thin film Thin film cutting: laser cutting proved to take too long and too inaccurate for detailed designs Optimized Sputtering Parameters and Tested Performance Improvements SEM image showing adhesion problems from PMMA coating
Line Igniters Resistance First attempt of line igniters at RHIT Dog Bone and Thin Strip line igniters from Odyssian
Ramping Current/No-Fire Test on Line Igniters RHIT first line igniter attempt of 4.22 µm, stays under 150o C for no-fire Odyssian DB and TS line igniters, stays under 250o C for no-fire for all except 1, which is expected for its higher resistance
Line Igniters Temperature Trends Odyssian line igniters all ignited by 33 ms. Due to the IR camera image rate of every 17 ms and lack of coordination with start time, it is impossible to determine the exact ignition time. Excel curves are not good at defining trend between points, but based on point data and previous curve trends, most of the igniters may have ignited within the 20 ms target Two of RHIT line igniters hit 350o C in 50 ms, the rest took over 250 ms, all well above the 20 ms target
Igniter Reuse • Three methods were investigated in removing the thin film: chemical etching, hand polishing, and drill press polishing • Chemical etching was best at removing thin film and NiCr in substrate pores, but eroded the casing as well, making it hard to reuse in mask • Hand polishing is more effective over drill press polishing: slower speed prevents grit paper damage, easier to focus on specific tough to reach spots, and can change direction of scratching to prevent deep grooves forming Chemical etching example Compared polishing images, left is hand polishing, right is drill press polishing
Conclusions • Line igniters show promise of meeting both no-fire and all-fire conditions • More accurate recording of igniter burnout time can be done with a digital oscilloscope • Need more tests to determine which line style, DB or TS, that produces more consistent resistance and more successful test results
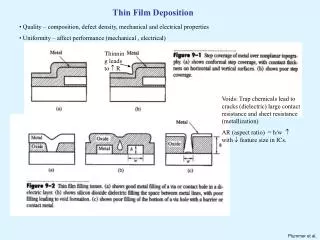
Igniter Background Bridge Wire Figure 1: Thermal Battery Cross-Section Figure 2: Igniter Cross-Section