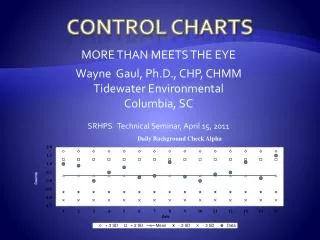
Analysing Control Charts
The control charts can also be known as statistical process control. Nevertheless, the interpretation of control charts are extremely valuable.

Analysing Control Charts
E N D
Presentation Transcript
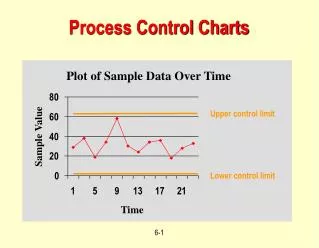
Analysing Control Charts The control charts can also be known as statistical process control. Nevertheless, the interpretation of control charts are extremely valuable. Communication has been an integral part of our day-to-day modern life irrespective of social or personal. Control charts are the means in which the process interacts with you. With the help of the control chart the process will let you know that whether everything is within the grip. Potential issues like various shifts, downward or upward movements, and the existing mixtures. Review or Analysis of Control Chart You can review the control chart with the following steps: ➢ Choose the suitable control chart as per your data. ➢ Determine the exact time tenure for planning and collecting data. ➢ Assemble data ➢ Analyse the chart ➢ Construct the chart ➢ On the chart look for signals marked “out of control”. When you can identify the one mark the same and analyse the cause. Analyse the following things seriously: ➢ Cause ➢ How you have detected ➢ Way of correction The value of Upper Control Limit is greater than the value of Lower Control Limit. It can be the variation of the causes which make the value of Lower Control Limit. The same can be explained better with the help of the example. Every day the time is measured while going to work. The data is plotted on the control chart. The approximate value is then calculated. This is minimum total value which will make you to get work in the presence of common causes. Out-of-signals indications ➢ One point which is beyond any control limits. In the below figure you can see the point number 16 is the Upper Control Limit. ➢ ➢ Out of three consecutive points two points are located at similar sides along the centreline. Point 4 sends the signal in the Figure. ➢
➢ ➢ If you take a close look at the diagram below out of five the four points are at same side of central-line which is illustrated by 11. ➢ The eighth run in the row are also on the equal side of the central-line. Take a look on point 21 on the same side. ➢ ➢ The definite persistent or consistent patterns that will give a suggestion of something extraordinary about the process. Rules and Regulations of control chart ➢ Rule 1 and 2 showcase sudden, long shifts from the approximate value. They are usually termed as flying “one time occurrence”. ➢ ➢ Rule 3 and rule 4 are the small shifts that are balanced with the time. There is a change in the raw material can also be the cause of tiny shifts. ➢ ➢ Rule 5 and rule 6 define the procedure that represent the one direction. For example: The tool can wear the types of trend. ➢ ➢ It happens when one or more process are present and it is itself sampled. ➢ ➢ Rule 8 and rule 7 are is the same time when you have procedure which include all the procedure in the sub-group. The results are displayed in a pattern of saw-tooth. If result exceeds the value, the operator will make an automatic adjustment to decrease the value. ➢ ➢